

电磁加热也称电磁感应加热,即电磁加热(外文:Electromagnetic heating缩写:EH)技术,电磁加热的原理是通过电子线路板组成部分产生交变磁场、当用含铁质容器放置上面时,容器表面即切割交变磁力线而在容器底部金属部分产生交变的电流(即涡流),涡流使容器底部的载流子高速无规则运动,载流子与原子互相碰撞、摩擦而产生热能。从而起到加热物品的效果。因为是铁制容器自身发热,所以热转化率特别高,最高可达到95%是一种直接加热的方式。电磁炉,电磁灶 电磁加热电饭锅都是采用的电磁加热技术。
技术原理1、电磁加热器:电磁加热器是一种利用电磁感应原理将电能转化成热能的装置,电磁加热控制器将220V,50/60HZ的交流电整流变成直流电,再将直流电转成频率为20-40KHZ的高频高压电,或者是380v 50/60HZ的三相交流电转换成直流电再将直流电转换成10~30KHZ的高频低压大电流电,用来工业产品加热。
2、电磁加热圈:高速变化的高频高压电流流过线圈会产生高速变化的交变磁场,当用含铁质容器放置上面时,容器表面即具切割交变磁力线而在容器底部金属部分产生交变的电流(即涡流),涡流使容器底部的载流子高速无规则运动,载流子互相碰撞、摩擦而产生热能。从而起到加热物品的效果。即是通过把电能转化为磁能,使被加热钢体表面产生感应涡流一种加热方式。这种方式从根本上解决了电热片、电热圈等电阻式的,通过热传导方式加热产生的热效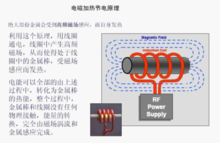 率低下的问题
率低下的问题 。
。
对比传统电阻加热缺点
热损失大:现有企业专用的加热方式,是由电阻丝绕制,圈的内外双面发热,其内面(紧贴料筒部分)的热传导到料筒上,而外面的热量大部分散失到空气中,造成电能的直接损失、浪费。
环境温度上升: 由于热量大量散失,周围环境温度升高,尤其是夏天对生产环境影响很大,现场工作温度有的已经超过了45度,有些企业不得不采用空调降低温度,这又造成能源的二次浪费。
使用寿命短、维修量大: 电热管由于采用电阻丝发热,其加热温度高达300度左右,热滞后较大,不易精确控温,电阻丝容易因高温老化而烧断。常用电热圈使用寿命约半年,因此,维修的工作量相对较大。
高频加热****产品的优势
寿命长:电磁加热因线圈本身基本不会产生热量,寿命长,无需检修,无维护更换成本;加热部分采用环形电缆结构,电缆本身不会产生热量,并可承受500℃以上高温,使用寿命高达10年。不需维护,后期基本无维护费用。
安全可靠: 料筒外壁经高频电磁作用发热,热量利用充分,基本无散失。热量聚集于加热体内部,电磁线圈表面温度略高于室温,可以安全触摸,无需高温防护,安全可靠。
高效节能: 采用内热加热方式,加热体内部分子直接感应磁能而生热,热启动非常快,平均预热时间比电阻圈加热方式缩短60%以上,同时热效率高达90%以上,在同等条件下,比电阻圈加热节电30—70%,大大提高了生产效率。
准确控温: 线圈本身不发热,热阻滞小、热惯性低,料筒内外壁温度一致,温度控制实时准确,明显改善产品质量,生产效率高。
绝缘性好: 电磁线圈为定制专用耐高温高压特种电缆线绕制,绝缘性能好,无需与罐体外壁直接接触,绝无漏电,短路故障,安全无忧。
改善工作环境: 经过电磁加热设备改造的注塑机,其采用的内热方式,热量聚集于加热体内部,外部热量耗散几乎没有。设备表面温度可改善至人体可触摸,环境温度从原来电阻圈加热时的100℃以上降低至常温,大大改善了生产现场的工作环境,有力提高生产工人积极性,降低夏季厂区通风降温费用。本着“以人为本”的理念,给工厂和一线生产人员创造一个环保、安全、舒适的生产环境。
应用领域工业电磁节能改造广泛应用于适用于塑机械加热、木材、建筑、食品、医疗、化工等节能改造,如塑料注塑机,挤出机,吹膜机,拉丝机,塑料薄膜,管材,线材等机器、食品加工、纺织、印染、冶金、轻工、机械、表面热处理及焊接,锅炉,开水炉等行业,可以替代电阻加热,以及燃料明火传统能源。
纺织印染 :原料采用电磁加热可以提高能源利用效率,提高加热速度,提高温度控制精度;
轻工行业 :罐头以及其它塑料包装的封口等等。
锅炉行业 :电磁锅炉利用其加热速度快的特点,可抛弃传统锅炉整体加热的方式,只在锅炉的出水端进行加热,使水流在流动中完成加热,加热速度快,节省空间。
机械行业 :高频电磁加热可以应用于与金属表明热处理,其效果比传统处理方式有显著提高,其他如各种机械零件的淬火,以及淬火后的回火、退火和正火等热处理的加热,压力加工前的透热;
电磁加热技术的应用,不仅有利于产品品质、生产效率的提升和节能降耗降低成本,也提升了设备制造企业的技术水平,在传统行业中越来越广泛地被接受和使用1。
节电分析电磁加热器在塑料机械上节能30%-70%是怎么来的?
1、相比电阻加热,电磁加热器多了一层保温层,热能利用率增加。
2、相比电阻加热,电磁加热器直接作用于料管加热,减少了热传递热能损耗。
3、相比电阻加热,电磁加热器的加热速度要快四分之一以上,减少了加热时间。
4、相比电阻加热,电磁加热器的加热速度快,生产效率就提高了,让电机处在饱和状态,使其减少了,高功率低需求造成的电能损耗。
传统的加热行业,普遍采用是的电阻丝和石英加热方式,而这种传统的加热方式,其热效率比较低,电阻丝和石英主要是靠通电后,自身发热然后在把热量传递到料筒上,从而起到加热物品的效果,这种加热效果的热量利用率最高只有50%左右,另外的50%左右的热量都散发到空气中,所有传统的电阻丝加热方式的电能损失高达50%以上。而通过电磁感应加热,是通过电流产生磁场,使得铁质金属管道自身发热,再加上隔热材质,防止管道热量的散发,热利用率高达95%以上,理论上间节电效果可达到50%以上,但考虑到不同质量的电磁感应加热控制器的能量转换效率是不太相同的,以及不同的生产设备和环境,所有电磁加热节能的效果一般至少能够达到30%,最高能够达到70%。
应用范围1、塑料橡胶行业。
如:塑料用吹膜机、拉丝机、注塑机,橡胶用挤出机、电缆生产挤出机等、各种造粒机、硫化机;
2、医药化工行业。
如:医疗器械蒸汽消毒器、医药专用输液袋、塑料器材生产线,化工行业液体加热输送管道等等;
3、能源、食品行业。
如:原油输送管道的加热;食品机械,如:炒货机、茶叶加工设备等需要电加热的设备;
4、大功率商用电磁灶机芯、采用/商用采暖炉、各种蒸汽锅炉;
5、建材行业。
如:燃气管生产线、塑料管材生产线、PE塑料硬质平网、土工网机组、自动中空成型机、PE蜂窝板生产线、单双壁波纹管挤出生产线、复合气垫膜机组、PVC硬管、芯层发泡管生产线、PP挤出透明片材生产线、挤出聚苯乙烯发泡管材、PE缠绕膜机组;
6、印刷设备里的干燥加热;
7、其它需要加热的场所2。
功率选配1、确认需要节能改造的设备原来的加热形式:
A、电炉丝/石英:确认原来加热区数量、每个温区的加热功率,就近选择相应功率型号的电磁加热产品进行搭配即可,功率如果小于2.5KW则一律选择2.5KW电磁加热控制板,搭配产品的数量与原来加热区一样的数量即可,该方法主要用于注塑机、吹膜机、拉丝机、挤出机等功率较小的设备。
B、烧煤/柴油加热:确认料筒直径、需加热区域的长度、根据生产需要加热的温度、具体的产量要求,该方法需要一定的专业水平与经验,客户如若有需要可以提供以上数据由电磁加热器的厂家进行鉴定。该方法主要用于水料造粒机、各种锅炉等较大功率的设备;
2、采暖器:电磁加热采暖的功率搭配可参考日常空调的搭配方法,即15平方/KW即可满足采暖需求;
3、将放置于水中加热的电热棒改造成同等功率的电磁感应加热器其节电效果在10%以内,不太显著,但可以大大提高其安全性及抗氧化能力。
电磁式加热方式与电阻丝加热方式对比1、节能效果好:相比原电阻丝加热圈节电效果都在30%以上,相对不同的原料、生产不同的产品,节电效果有所变化。但在已使用的产品中节电效率最大可达75%。
2、环保效果好:可显著降低环境温度。
3、使用寿命长:加热圈连续运行温度只有100℃左右,不存在加热圈更换问题。相对于电阻丝加热减少了二次投入。
4、可提高产品产量:由于该产品的发热效率高,能显著减少升温时间,提高产品产量。
5、性能安全可靠:品质优良、高度自动化、无须人工调节,一年保修、十年保用3。
本词条内容贡献者为:
石季英 - 副教授 - 天津大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国