

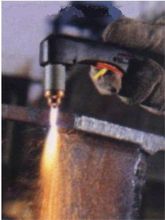
等离子弧切割是将混合气体通过高频电弧。气体可以是空气,也可以是氢气、氩气和氮气的混合气体。高频电弧使一些气体"分解"或离子化,成为基本的原子粒子,从而产生"等离子"。然后,电弧跳跃到不锈钢工件上,高压气体把等离子从割炬烧嘴吹出,出口速度为每秒800~1000米(约3马赫)。这样,结合等离子中的各种气体恢复到正常状态时所释放的高能量产生2700℃的高温。该温度几乎是不锈钢熔点的两倍。从而使不锈钢快速熔化,熔化的金属由喷出的高压气流吹走。因此,需要用排烟和除渣设备。
概念介绍等离子弧切割(plasma arc cutting)此法可以用来切割3.0~80.0mm厚的不锈钢。切割面被氧化,并且由于等离子的特性所致,切口呈八字形。

工作原理用等离子弧作为热源、借助高速热离子气体熔化和吹除熔化金属而形成切口的热切割。等离子弧切割的工作原理与等离子弧焊相似,但电源有 150伏以上的空载电压,电弧电压也高达100伏以上。割炬的结构也比焊炬粗大,需要水冷。等离子弧切割一般使用高纯度氮作为等离子气体,但也可以使用氩或氩氮、氩氢等混合气体。一般不使用保护气体,有时也可使用二氧化碳作保护气体。
分类等离子弧切割有3类:小电流等离子弧切割使用70~100安的电流,电弧属于非转移弧,用于5~25毫米薄板的手工切割或铸件刨槽、打孔等;大电流等离子弧切割使用100~200安或更大的电流,电弧多属于转移弧(见等离子弧焊),用于大厚度(12~130毫米)材料的机械化切割或仿形切割;喷水等离子弧切割,使用大电流,割炬的外套带有环形喷水嘴,喷出的水罩可减轻切割时产生的烟尘和噪声,并能改善切口质量。
等离子弧可切割不锈钢、高合金钢、铸铁、铝及其合金等,还可切割非金属材料,如矿石、水泥板和陶瓷等。等离子弧切割的切口细窄、光洁而平直,质量与精密气割质量相似。同样条件下等离子弧的切割速度大于气割,且切割材料范围也比气割更广
优点等离子弧切割是一种比较理想的切割热源,等离子弧切割具有以下优点:
(1)应用范围广。等离子弧可以切割各种离熔点金属肢其他切割方法不能切割金属,如不锈钢、耐热钢、钛、钼、钨、铸铁、铜、铝及铝合金等,切割不锈钢、铝等厚度可达200mm以上。
(2)切割速度快、生产率高。在目前采用的各种切割方法中,等离子弧切割的速度比较快,生产牢也比较高。例如,切10ram的铝板,割速可达200~300m/h;切12mm厚的不锈钢,割速可达100~130m/h。
(3)切割质量高。等离子弧切割时,能得到比较狭窄、光洁、整齐、无粘渣、接近于垂直的切口,而切口的变形和热影响较小,其硬度变化也不大,切割质量好。1
等离子弧切割参数等离子弧切割参数的选择对切割质量、切割速度和效率等的影响是至关重要的。
1、切割电流
切割电流是最重要的切割参数,直接决定了切割的厚度和速度,即切割能力。切割电流增大,电弧能量增加,切割能力提高,切割速度快,电弧直径增加,电弧变粗使得切口变宽。切割电流过大使得喷嘴热负荷增大,喷嘴过早地损伤,切割质量自然也下降,甚至无法进行正常切割。所以在切割前要根据材料的厚度正确选用切割电流和相应的喷嘴。
2、切割速度
由于材料的厚度、材质、熔点、热导率以及融化后的表面张力等因素的不同,所选择的切割速度也不同。切割速度适度地提高能改善切口质量,即切口略有变窄,切口表面更平整,同时可减小变形。切割速度过快使得切割的热输入低于所需要的量值,切缝中射流不能将熔化的熔体立即吹掉而形成较大的后拖量,伴随着切口挂渣,切口表面质量下降。
3、电弧电压
等离子弧切割机通常有较高的空载电压和工作电压,在使用电离能高的气体如氮气、氢气或空气时,稳定等离子弧所需要的电压会更高。当电流一定时,电压的提高意味着电弧焓值提高的同时,减小射流的直径并加大气体的流速,可以获得更快的切割速度和更好的切割质量。空载电压为120~600V,弧柱电压不能超过空载电压的65%,一般为空载电压的一半。目前市售等离子弧切割机的空载电压一般为80~100V。2
本词条内容贡献者为:
侯传涛 - 副教授 - 青岛大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国