

熔化极气体保护焊是指利用焊丝与工件间产生的电弧作热源将金属熔化的焊接方法。焊接过程中,电弧熔化焊丝和母材形成的熔池及焊接区域在惰性气体或活性气体的保护下,可以有效地阻止周围环境空气的有害作用。
基本概念采用的是可熔化的焊丝与焊件之间的电弧作为热源来熔化焊丝与母材金属,并向焊接区输送保护气体,使电弧、熔化的焊丝、熔池及附近的母材金属免受周围空气的有害作用。
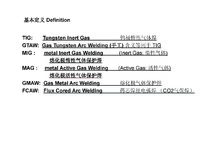
手工移动焊枪、焊丝由送丝机送进的称为半自动熔化极气体保护焊,焊枪移动是机械化的称为自动熔化极气体保护焊。以氩气作保护气体的称为氩弧焊(MIG焊),可以焊接碳素钢、低合金钢、耐热钢、低温钢、不锈钢等材料,并常用来焊接铝及其合金。以二氧化碳气体作保护气体的称为二氧化碳气体保护焊(以活性气体作保护气的称MAG焊)。二氧化碳气体保护焊按填充焊丝的不同分为实芯二氧化碳气体保护焊和药芯二氧化碳气体保护焊。实芯二氧化碳气体保护焊可以焊接低碳钢、低合金钢。药芯二氧化碳气体保护焊(FCAW焊)不仅可以焊接碳素钢、低合金钢、而且可以焊接耐热钢、低温钢、不锈钢等材料。
熔化极气体保护焊抗风能力较差,当焊接环境风速超过2m/s时,必须采取防风措施。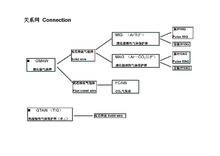
基本分类1.根据保护气体种类和焊丝形式的不同进行分类。
熔化极气体保护焊
实心焊丝 管状焊丝
惰性气体 氧化性混合 CO2气体 管状焊丝
保护焊 气体保护焊 保护焊 气体保护焊
(MIG焊) (MAG焊) (CO2焊) (FCAW焊)
Ar Ar+He He Ar+O2 Ar+CO2 CO2 CO2+O2 CO2 CO2+Ar
2.按操作方式,分为自动焊和半自动焊两大类。
3.按焊接电源分为直流和脉冲两大类。
其中脉冲电流熔化极气体保护焊(-p)是在一定平均电流下,焊接电源的输出电流以一定的频率和幅值变化来控制熔滴有节奏的过渡到熔池;可在平均电流小于临界电流值的条件下获得射流(射滴)过渡,稳定地实现一个脉冲过渡一个(或多个)熔滴的理想状态—熔滴过渡无飞溅。并具有较宽的电流调节范围,适合板厚δ≥1.0mm工件的全位置焊接,尤其对那些热敏感性较强的材料,可有效地控制热输入量,改善接头性能。由于脉冲电弧具有较强的熔池搅拌作用,可以改变熔池冶金性能,有利于消除气孔,未熔合等焊接缺陷。
优点熔化极气体保护焊与渣保护焊方法(如焊条电弧焊和埋弧焊)相比较,在工艺上、生产率与经济效果等方面有着下列优点:
(1)气体保护焊是一种明弧焊。焊接过程中电弧及熔池的加热熔化情况清晰可见,便于发现问题与及时调整,故焊接过程与焊缝质量易于控制。
(2)气体保护焊在通常情况下不需要采用管状焊丝,所以焊接过程没有熔渣,焊后不需要清渣,省掉了清渣的辅助工时,降低了焊接成本。
(3)适用范围广,生产效率高,易进行全位置焊及实现机械化和自动化。
缺点熔化极气体保护焊的不足之处:焊接时采用明弧和使用的电流密度大,电弧光辐射较强;其次,是不适于在有风的地方或露天施焊;设备较复杂。
适用规格适用的焊材适用于焊接大多数金属和合金,最适于焊接碳钢和低合金钢、不锈钢、耐热合金、铝及铝合金、铜及铜合金及镁合金。
对于高强度钢、超强铝合金、锌含量高的铜合金、铸铁、奥氏体锰钢、钛和钛合金及高熔点金属,熔化极气体保护焊要求将母材预热和焊后热处理,采用特制的焊丝,控制保护气体要比正常情况更加严格。
对低熔点的金属如铅、锡和锌等,不宜采用熔化极气体保护焊。表面包覆这类金属的涂层钢板也不适宜采用这类焊接方法。1
板厚可焊接的金属厚度范围很广,最薄约1mm,最厚几乎没有限制。
焊接位置适应性也较强,平焊和横焊时焊接效率最高。
用途熔化极气体保护焊适用于焊接大多数金属和合金,最适于焊接碳钢和低合金钢、不锈钢、耐热合金、铝及铝合金、铜及铜合金及镁合金。
对于高强度钢、超强铝合金、锌含量高的铜合金、铸铁、奥氏体锰钢、钛和钛合金及高熔点金属,熔化极气体保护焊要求将母材预热和焊后热处理,采用特制的焊丝,控制保护气体要比正常情况更加严格。
对低熔点的金属如铅、锡和锌等,不宜采用熔化极气体保护焊。表面包覆这类金属的涂层钢板也不适宜采用这类焊接方法。
本词条内容贡献者为:
石季英 - 副教授 - 天津大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国