

铸轧辊在双辊式板带铸轧机上不完全等同于的轧辊,它不仅是变形工具,而且还起着铸轧过程中水冷结晶器的作用。
简介双辊式板带铸轧机上的铸轧辊不完全等同于普通热板带轧机上的轧辊,它不仅担当像普通热板带轧机轧辊是变形工具的角色,而且还起着铸轧过程中水冷结晶器的作用。
作用液态金属注入铸轧辊之间后需要完成冷却、结晶变形,直到成为所需要断面形状的金属带坯。工作时铸轧辊的辊套外表面与炙热的金属液接触,辊套内部又有强力冷却水的冲刷,以便迅速地带走大量的热量,它们之间进行着强烈的热交换。铸轧辊既承受着变形金属的轧制压力,又承受着巨大的热交换应力,因而对铸轧辊套材料和铸轧辊结构提出了特殊的要求,选择的辊套材料能经得起交变的热负荷,有足够的传热能力,不与金属液起化学反应,有足够的强度和刚度,保证铸轧过程的顺利进行。
结构在铸轧辊结构上要求辊套和辊芯相互间采用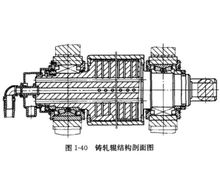 过盈热装,不能有相对转动和轴向窜动,辊套和辊芯之间的端面应当进行焊接,或者采用密封。沿辊身长度方向的温差要小,不应当超过5℃同时还要考虑铸轧辊的加工工艺和装配工艺上的方便性,以便降低生产成本。铸轧辊的结构多采用钢辊芯和由耐热钢辊套热装而成的结构形式,如图所示。
过盈热装,不能有相对转动和轴向窜动,辊套和辊芯之间的端面应当进行焊接,或者采用密封。沿辊身长度方向的温差要小,不应当超过5℃同时还要考虑铸轧辊的加工工艺和装配工艺上的方便性,以便降低生产成本。铸轧辊的结构多采用钢辊芯和由耐热钢辊套热装而成的结构形式,如图所示。
分类各种铸轧辊在结构上的主要区别在于冷却水供水系统的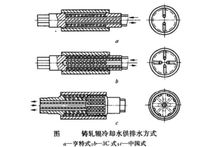 不同。
不同。
1、如图a为美国亨特式双辊铸轧机的铸轧辊结构图,它是从辊的一端利用特殊的分配套管,将冷却水送入和输出铸轧辊。进人铸轧辊的冷却水沿辊直径方向散开,流到辊芯与辊套之间,再分成两个相反的水路,经过半个铸轧辊圆周,经辊直径方向的水路,向内流人纵向槽沟,经集水装置排人循环水系统。该结构铸轧辊表面温度均匀,冷却效果较好,但结构复杂,制造困难。
2、如图b是法国3C双辊铸轧机的铸轧辊结构,其冷却水是通过设在辊端的两个孔进入轧辊,并又通过两个孔流出。进入轧辊的冷却水从辊芯上的孔流入辊芯与辊套之间,然后再流经轧辊的四分之一周后排出。辊套与辊芯需过盈热装,过盈量取0. 25~0. 4 mm,等装配好的铸轧辊冷却后,将配合缝的外表面焊合。
3、国内一些工厂的铸轧辊多采用图c所示的结构形式。冷却水供排方式是通过辊芯端部一个中心入水孔输人,沿中心孔钻有许多排径向小孔,每排4个径向小孔,直接通向辊套和辊芯之间的沟槽,由围绕中心如水孔和进水孔相差45°的4个径向排水孔出水。辊芯表面开有横向和纵向交叉的井字格沟槽,可以使辊套内表面与循环冷却水充分接触,达到温度分布均匀,轴向沮差小的目的。1
本词条内容贡献者为:
黄伦先 - 副教授 - 西南大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国