

助卷辊准确地将带材头部送到卷筒周围,其工作条件恶劣,在高温、高压、高速并且在冲击负荷下工作。
简介助卷辊的布置十分重要,卷取机按助卷辊数量可分为:八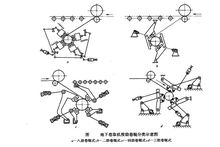 辊式、四辊式、二辊式、三辊式几种,如图1所示。助卷辊数量多,卷附性能好,但结构复杂故障多,辊缝调整困难。主要采用的是三辊式卷取机,厚带材卷取采用四辊卷取机。我国采取的卷取机基本上为三辊式卷取机。
辊式、四辊式、二辊式、三辊式几种,如图1所示。助卷辊数量多,卷附性能好,但结构复杂故障多,辊缝调整困难。主要采用的是三辊式卷取机,厚带材卷取采用四辊卷取机。我国采取的卷取机基本上为三辊式卷取机。
工作过程在卷取过程中,层叠的带材通过助卷辊辊缝时会造成强烈的冲 击,如图2所示,因此助卷辊往往是卷取机的薄弱环节。助卷辊直径一般取300~400mm,采用空心辊可减少质量及动力控制特性,但强度有所减弱;而实心辊增加其惯性质量,对冲击更为敏感。各助卷辊均由一台直流电机单独驱动,而传动轴多为十字轴或球笼连接轴。各助卷辊之间由弯曲导板衔接,弯曲导板半径略大于卷筒半径且呈偏心布置,使各弯曲导板与卷筒之间形成一楔形通道,使带材顺利卷上辊筒。
击,如图2所示,因此助卷辊往往是卷取机的薄弱环节。助卷辊直径一般取300~400mm,采用空心辊可减少质量及动力控制特性,但强度有所减弱;而实心辊增加其惯性质量,对冲击更为敏感。各助卷辊均由一台直流电机单独驱动,而传动轴多为十字轴或球笼连接轴。各助卷辊之间由弯曲导板衔接,弯曲导板半径略大于卷筒半径且呈偏心布置,使各弯曲导板与卷筒之间形成一楔形通道,使带材顺利卷上辊筒。
助卷辊沿径向张开和合拢是由单独气缸驱动的。助卷辊与卷简间的辊缝值的大小选取不合适会引起助卷辊跳动,同样也卷得不紧,甚至打滑。一般是根据带材厚度、材质及助卷辊的压力来确定辊缝值的大小,取值比带材厚度小(0.5~1 mm);其缝隙调整机构有螺旋千斤顶式和偏心轴式,前者较后者效果好。
控制系统热轧卷取机采用液压或气液开闭控制系统。图3为液压缸开闭控制的助卷辊布置方式。液压助卷辊辊缝设定采用高响应特性的液压伺服系统,可以实现位置、压力两种控制方式,因而取消了缓冲弹簧和机械辊缝调整装置,实现助卷辊的跳跃控制,自动跳跃控制的构成如图4所示。激光探测器和助卷辊上的加速度计可探测带材头部的位置;卷简和夹送辊的测速计可测定卷取速度。这些信息经计算机处理后,由计算机通过伺服系统控制助卷辊开闭液压缸,层叠的带头即将通过助卷辊时,助卷辊瞬时“跳起”,让过带头。液压助卷辊可有效地消除冲击,同时也使卷取中的头部压痕、划伤、松卷、塔形等现象大为减少。
作用助卷辊的作用是:准确地将带材头部送到卷筒周围;以适当压紧力将带材压在卷筒上,增加卷紧度;对带材施加弯曲加工,使其变成容易卷取的形状;压尾部防止带材尾部上翘和松卷。
表面硬化处理助卷辊工作条件恶劣,在高温、高压、高速并且在冲击负荷下工作。因此,要求助卷辊要有高硬度耐磨、耐高温性能。对助卷辊采用表面硬化处理非常广泛,即在一般辊子表面堆焊或喷涂一层耐磨、耐热且硬度高的合金,满足助卷辊的性能要求。这种助卷辊磨损后还可以进行再处理。1
本词条内容贡献者为:
黄伦先 - 副教授 - 西南大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国