

卷筒采用四棱锥加镶条的结构(即八棱锥),卷筒胀开后能成为一个完整的圆柱体。减小了卷取机转动惯量,改善启动、制动、调速性能,倾向于采用电动机直接驱动卷筒的方式。
简介冷轧机向高速、重卷,自动化方向发展,在卷取机结构上也做了较大的改进。一方面,为减小卷取机转动惯量,改善启动、制动、调速性能,倾向于采用电动机直接驱动卷筒的方式。另一方面,为解决胀开时扇形块间的缝隙对薄带材表面质量的影响,卷筒采用四棱锥加镶条的结构(即八棱锥),卷筒胀开后能成为一个完整的圆柱体。
结构如图所示为1700冷连轧八棱锥卷取机,它由卷筒、胀缩缸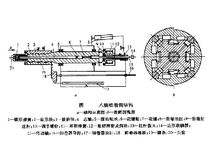 、机架、齿形联轴器、底座、卸卷器等组成。卷取机卷简有Φ610和中Φ450两种规格,采取整机更换的快速更换卷简方式。卷筒由扇形块、镶条、八棱锥芯轴拉杆、花键轴等组成。
、机架、齿形联轴器、底座、卸卷器等组成。卷取机卷简有Φ610和中Φ450两种规格,采取整机更换的快速更换卷简方式。卷筒由扇形块、镶条、八棱锥芯轴拉杆、花键轴等组成。
工作过程胀径时,油缸8通过杠杆拨叉13推动两个斜块12向左移动,使4个胀缩缸连杆9伸直并推动环形弹簧及方形架11,使花键轴6和芯轴4右移(棱锥轴靠轴承支承于机架上不能左右移动)。因此,拉杆带动头套20使扇形块2及镶条19相对棱锥轴右移胀径。缩径时,油缸通过杠杆拨叉将斜块拨出,胀缩连杆在弹簧1作用下折曲,扇形块、花键轴等靠胀缩径时储存在弹簧1中的压缩变形复位,使卷简收缩。为提高卷取机刚度,卷筒设有活动支承。
特点八棱锥卷筒棱锥强度高,扇形块刚度大。扇形块斜楔角12°,镶条斜楔角16°43'51",扇形块与镶条在胀缩运动中互不干扰,但各斜楔面均保持接触,胀开后镶条正好填补扇形块缝隙,卷筒成一整圆。由于斜楔角大于摩擦角,八棱锥卷筒也属于自动缩径式。由于胀缩缸避开卷筒轴线位置,卷筒可通过传动轴15和齿形联轴器14与主传动电机直接相连,传动系统有较小的转动惯量。调节螺栓10限制胀缩连杆9的位置,从而达到调节卷筒胀缩量的目的。
拆卸扇形块及镶条时,先将芯轴4从花键轴6上拧下,便可进行其他部件的拆卸。八棱锥结构卷简适用于高速连轧机的卷取。但结构较复杂,加工精度高,弹簧易损坏。1
本词条内容贡献者为:
黄伦先 - 副教授 - 西南大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国