

联合拉拔机将拉拔、矫直、切断抛光和探伤等组成在一起形成一个机列,可以大大提高制品的质量和生产效率。联合拉拔机列可用于生产棒材管材和型材。
简介链式拉拔机生产的产品质量比较低,经常出现表面结疤、裂纹、弯曲等各种缺陷,后期还需要各种精整工序。为了解决这些问题,出现了联合拉拔机。联合拉拔机将拉拔、矫直、切断抛光和探伤组成在一起形成一个机列,可大大提高制品的质量和生产效率。用联合拉拔机列可生产棒材管材和型材。
结构棒材联合拉拔机列由轧头、预矫直,拉拔矫直.剪切和抛光等部分组成。其结构如图1所示。
1、轧头机。轧头机由具有相同辊径并带有一系列变断面轧槽的两对辊子组成。两对辊子分别水平和垂直地安装在同一个机架上。制作夹头时,将棒料头部依次在两对辊子中轧细以便于穿模。
2、预矫直装置。机座上面装有三个固定辊和两个可移动的辊子,能适应各种规格棒料的矫直。预矫直的目的是使盘料在进人机列之前变直。
3、拉拔机构。拉拔机构如图2所示。从减速机出来的主轴上设有两个端面凸轮(相同的凸轮,位置上相互差180°)。
4、矫直与剪切机构。矫直机由7个水平辊和6个垂直辊组成,对拉拔后的棒材进行矫直。在减速机的传动轴上设有多片摩擦电磁离合器和端面凸轮,架上装有切断用刀具,用于棒材定尺剪切。
5、抛光机。图3为抛光机工作示意图。棒材通过导向板3进人第一对抛光盘,然后通过三个矫直喇叭筒,再进入第二对抛光盘。抛光盘带有一定的角度,使棒材旋转前进,抛光速度必须大于拉拔速度和矫直速度,一般抛光速度为拉拔速度的1.4倍。
拉拔过程当凸轮位于图2a的位置时,小车I的钳口靠近床头且对准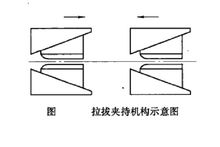 拉模。当主轴开始转动,带动两个凸轮转动。小车I由凸轮I带动并夹住棒材沿凸轮曲线向后运动。同时,小车I借助于弹簧沿凸轮I的曲线向前返回。当主轴转到180°时凸轮小车位于图2b的位置,再继续转动时,小车I借助于弹簧沿凸轮I的曲线向前返回,同时小车I由凸轮带动沿其曲线向后运动。当主轴转到360°时,小车和凸轮又恢复到图2a 的位置。凸轮转动一圈,小车往返一个行程,其距离等于S。拉拔小车中间各装有一对夹板,小车I的前面还带有一个装有板牙的钳口,小车I前面装有一个喇叭形的导路。棒材的夹头通过拉模进人小车I的钳口中。当设备启动,小车I的钳口夹住棒材向右运动,达到后面的极限位置后开始向前返回,这时钳口松开,被拉出的一段棒材进入小车I的夹板中。当小车I第二次往后运动时,钳口不起作用,因为夹板套是带斜度的,如图4所示。夹板靠摩擦力夹住棒材向后运动,小车I开始返回时,夹板松开。小车I可以从棒材上自由地通过。当小车I拉出的棒材进人小车I的夹板中以后,就形成了连续的拉拔过程。
拉模。当主轴开始转动,带动两个凸轮转动。小车I由凸轮I带动并夹住棒材沿凸轮曲线向后运动。同时,小车I借助于弹簧沿凸轮I的曲线向前返回。当主轴转到180°时凸轮小车位于图2b的位置,再继续转动时,小车I借助于弹簧沿凸轮I的曲线向前返回,同时小车I由凸轮带动沿其曲线向后运动。当主轴转到360°时,小车和凸轮又恢复到图2a 的位置。凸轮转动一圈,小车往返一个行程,其距离等于S。拉拔小车中间各装有一对夹板,小车I的前面还带有一个装有板牙的钳口,小车I前面装有一个喇叭形的导路。棒材的夹头通过拉模进人小车I的钳口中。当设备启动,小车I的钳口夹住棒材向右运动,达到后面的极限位置后开始向前返回,这时钳口松开,被拉出的一段棒材进入小车I的夹板中。当小车I第二次往后运动时,钳口不起作用,因为夹板套是带斜度的,如图4所示。夹板靠摩擦力夹住棒材向后运动,小车I开始返回时,夹板松开。小车I可以从棒材上自由地通过。当小车I拉出的棒材进人小车I的夹板中以后,就形成了连续的拉拔过程。
特点1、机械化、自动化程度高,所需生产人员少,生产周期短,生产效率高;
2、产品质量好,表面粗糙度值可达0.8,弯曲度可小于0.02 mm/m;
3、设备重量轻,结构紧凑,占地面积小;
4、矫直部分和抛光部分不容易调整,凸轮浸在油槽中,运转中难免不漏油,这是联合拉拔机列存在的缺点。1
本词条内容贡献者为:
黄伦先 - 副教授 - 西南大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国