

板材的液压成型就是在凹模中充满液体,利用凸模(带动板料)进人凹模时建立反向液压的成型方法。
原理板材液压成型原理是采用液体作为传力介质以代替刚性的凸模或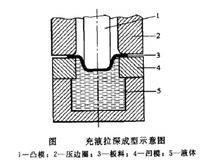 凹模来传递载荷,使板料在液体压力作用下贴靠凹模或凸模,从而实现金属板材零件的成型。板材液压成型工艺分为充液拉深成型和液体凸模拉深成型。如图所示为充液拉深成型示意图,其拉深过程是将板料放置于凹模上,用压边圈压紧板料,使凹模型腔形成密封状态。当凸模下行进人型腔时,型腔内的液体由于受到压缩而产生高压,最终使毛坯紧紧贴向凸模而成型。如果成型初期对液体压力要求较高时,可在成型一开始使用液压泵,实行强制增压,使液体压力达到一定值,以满足成型要求。
凹模来传递载荷,使板料在液体压力作用下贴靠凹模或凸模,从而实现金属板材零件的成型。板材液压成型工艺分为充液拉深成型和液体凸模拉深成型。如图所示为充液拉深成型示意图,其拉深过程是将板料放置于凹模上,用压边圈压紧板料,使凹模型腔形成密封状态。当凸模下行进人型腔时,型腔内的液体由于受到压缩而产生高压,最终使毛坯紧紧贴向凸模而成型。如果成型初期对液体压力要求较高时,可在成型一开始使用液压泵,实行强制增压,使液体压力达到一定值,以满足成型要求。
工艺过程板料的液压成型工艺过程如图所示,先在液压室(凹模)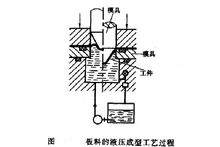 内充满液体,放上拉深坯料,施加-定的压边力,凸模下行进行拉深,同时开动液压泵使液体保持一定的压力,直到拉深结束,然后抬起凸模、压边圈,取出成型零件。
内充满液体,放上拉深坯料,施加-定的压边力,凸模下行进行拉深,同时开动液压泵使液体保持一定的压力,直到拉深结束,然后抬起凸模、压边圈,取出成型零件。
板材液压成型优点1、成型极限高
由于液压的作
用,拉探时坯料与凸模紧紧贴合,产生“摩擦保持效果”,提高了传力区的承载能力。由于反向液压的作用可消除悬空区,坯料与模具之间建立起有益摩擦使得凸模底部圆角处坯料的径向拉应力减小,因而大幅度提高成型极限。而传统拉深时易产生拉裂。
2、尺寸精度高、表面质量好
液体从板材与凹模表面间溢出形成流体润滑,有利于板材进入凹模,减少零件表面划伤,所成型零件外表面得以保持原始板材的表面质量,尤其适合镀锌板等带涂层的板材成型。
3、简化工序过程
板材液压拉深复杂薄壳零件时,不需要中间再结晶退火工序。成型复杂形状的零件时,由于残余应力小,零件可不必进行去应力退火工序。
4、成本低
复杂零件在一道工序内完成,减少了多道工序成型所需模具的设计和制造,使生产成本降低。
应用板材液压成型最适于高强钢、高性能铝合金和低塑性材料冲压件的生产,主要适用于高径比大或深的筒形件、盒形件、复杂曲面零件等的拉深工序。1
本词条内容贡献者为:
黄伦先 - 副教授 - 西南大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国