

摆动碾压摆动碾压是一种新的塑性成型方法,限制工具与毛坯间的接触面积,则可使变形力减小,从而可用较小的力逐步成形较大的工件。
简介锻压时变形力的大小是由平均单位压力和接触面积之积来确定的,如果限制工具与毛坯间的接触面积,则可使变形力减小,从而可用较小的力逐步成形较大的工件。摆动碾压(简称摆碾)就是在这样的思想基础上产生的。
原理摆动碾压工作原理如图所示,圆锥形上模(摆头)的中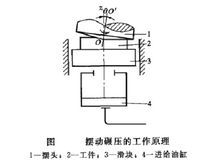 心线00'与摆轴中心线Oz成θ角,称为摆角。当摆轴旋转时,摆头的中心线00'绕摆轴中心线Oz旋转,于是摆头产生回摆运动。与此同时,滑块在进给油缸作用下上升,使摆头的母线在工件上连续不断地滚动,局部地、按顺序地对工件施加压力,最后达到整体成型的目的。摆动碾压是一种连续局部加载的成型方法。1
心线00'与摆轴中心线Oz成θ角,称为摆角。当摆轴旋转时,摆头的中心线00'绕摆轴中心线Oz旋转,于是摆头产生回摆运动。与此同时,滑块在进给油缸作用下上升,使摆头的母线在工件上连续不断地滚动,局部地、按顺序地对工件施加压力,最后达到整体成型的目的。摆动碾压是一种连续局部加载的成型方法。1
特点1、摆动碾压的优点是省力,可以用较小的设备成型较大的锻件;
2、可以大大降低变形力,加工相同锻件,其碾压力仅是常规锻造方法变形力的1/20~1/5;
3、产品质量高, 可用于精密成型;
4、可以得到高精度尺寸的工件;
5、机器的振动及噪声小,工作条件较好。
分类按照摆动碾压机的运动形式,可将摆碾分为三类:一类是摆头旋转,下模做轴线运动;一类是摆头旋转,并同时做轴线运动;另一类是摆头旋转,并做轴线运动,同时下模旋转。
依碾压温度不同分热碾、温碾和冷碾三种。冷碾碾压出的锻件精度高、质量好、表面粗糙度低、力学性能高,一般不需要再加工或只需很少量加工。热碾时变形力小,容易成形, 但锻件精度低,模具寿命短,碾压出的成品尚需机械加工。温碾是介于热碾和冷碾之间的加工方法,温碾时变形力较小,锻件表面很少氧化,质量较高。
应用由于摆动碾压是属于局部变形、多次累积、最后整体成形的加工方法,毛坯时刻受偏心载荷作用,故要求毛坯高径比不宜过大,否则易弯。对于变形量较大的工件,往往需要预先制坯。因此摆动碾压适合加工薄而形状复杂的饼盘类锻件。
本词条内容贡献者为:
黄伦先 - 副教授 - 西南大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国