

周期断面轧制是通过轧机使轧件的断面、形状和尺寸沿长度发生周期性变化的方法。从20世纪50年代开始,轧制周期断面除用纵轧方法外,还用斜轧和横轧的方法生产钢球、滚柱、轴套、纺梭、火车轴等的坯料。
简介周期断面轧制是指通过轧机使轧件的断面、形状和尺寸沿长度发生周期性变化的方法1。
制取方法周期断面轧制所用轧机有二辊式和三辊式。采用的轧制方法有纵轧法、横轧法和斜轧法。
优点周期断面轧制有以下优点:
(1)能直接生产形状复杂、尺寸精确的产品。
(2)金属消耗低。仅为2~5%,比模锻低2~3倍,在某些情况下,金属利用率近乎100%。
(3)产品质量高。由于产品金属流线连续,使机械强度提高。
(4)轧机生产率高。一般轧制周期为3~25秒,小时产量达100~1000根,为其它方式所不及。
(5)工具寿命长。由于是轧辊与轧件相对滚动轧制、加之变形力很小,一套工具可加工5万至10万件产品。
(6)轧机构造简单,动力小,投资少,建厂快。
(7)劳动条件好。因此是一种很有发展前途的轧制方法1。
轧制方法斜轧周期断面斜轧用来生产异形回转零件或毛坯。斜轧机两辊的夹角一般为2°~6°,轧辊上有螺旋形孔型,当两辊同向转动时,圆棒坯料在辊间与辊反向旋转并前进,通过螺旋孔型把圆棒轧成所要求的形状。
图1为用周期断面轧制方法生产链条的链条轧机和轧辊轧制链条时的情况:

纵轧周期断面纵轧是在二辊式或多辊式轧机上进行,轧辊上刻有周期断面轧槽。轧制时要求上下轧辊严格同步运转,防止错位。为此,周期断面轧机在接轴处设有同步调整机构,保证上下轧槽对正。图1为用周期断面轧制方法生产链条的链条轧机和轧辊轧制链条时的情况。 斜轧 周期断面斜轧用来生产异形回转零件或毛坯。斜轧机两辊的夹角一般为2°~6°,轧辊上有螺旋形孔型,当两辊同向转动时,圆棒坯料在辊间与辊反向旋转并前进,通过螺旋孔型把圆棒轧成所要求的形状。图2为钢球轧机。

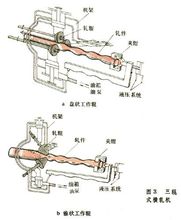
横轧横轧用于生产圆形而直径沿轴向变化的零件,如各种轴类。横轧周期断面钢材轧机为三辊式,按轧辊形状为盘状(图3a)或锥状(图3b)。坯料位于三个轧辊中间,与轧辊作反向转动,坯料轴向由液压缸和夹钳给予一定的张力,坯料边旋转边前进。三个轧辊由液压缸活塞调整。为保证轧件形状和尺寸,设有仿形机构,轧辊位置按仿形样板调整。横轧周期断面轧机可以生产圆柱形、锥形和圆球形诸部分组合的轧件,也可以生产实心或空心的轧件。
应用周期断面钢材是少切削、无切削钢材。可生产钢球、滚柱、轴套、纺梭、火年轴等。凡在车床上加工的零件均可采用此法轧出1。
本词条内容贡献者为:
石季英 - 副教授 - 天津大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国