

采用经编针织方法的针织机,主要由送经机构、编织机构、横移机构、牵拉卷取机构、传动机构及辅助机构构成,其中编织机构是其核心机构,用来形成针织线圈。编织机构视所采用针的种类不同而采用不同的成圈机件,其成圈机件主要有织针、沉降片、栅状脱圈板、导纱针等。经编针织机所用织针的种类与纬编机基本相同,但现代经编机大多追求较高的速度,因此普遍使用复合针,而编织大提花的经编针织机,则较多地使用舌针。1
经编针织机的成圈过程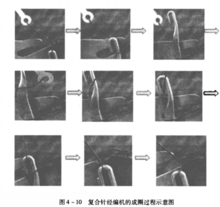 在此以复合针经编机为例说明其成圈过程。复合针经编机的成圈过程大体可分为退圈、垫纱、闭口、套圈、弯纱、脱圈、成圈和牵拉阶段。成圈过程开始时,针身先于针芯上升使旧线圈从针钩退到针杆上,针身上升到最高点后再往下降,导纱针围绕织针垫纱,下降的同时织针钩取新的纱线,针芯与针身闭合后,针身与针芯继续下降,旧线圈沿针舌上升并滑到新的纱线上,并使新的纱线弯纱而成为线圈,沉降片再对新的纱线所形成的沉降弧进行牵拉而完成一个成圈循环,成圈过程的各阶段如右图所示。2
在此以复合针经编机为例说明其成圈过程。复合针经编机的成圈过程大体可分为退圈、垫纱、闭口、套圈、弯纱、脱圈、成圈和牵拉阶段。成圈过程开始时,针身先于针芯上升使旧线圈从针钩退到针杆上,针身上升到最高点后再往下降,导纱针围绕织针垫纱,下降的同时织针钩取新的纱线,针芯与针身闭合后,针身与针芯继续下降,旧线圈沿针舌上升并滑到新的纱线上,并使新的纱线弯纱而成为线圈,沉降片再对新的纱线所形成的沉降弧进行牵拉而完成一个成圈循环,成圈过程的各阶段如右图所示。2
经编针织机导纱针的运动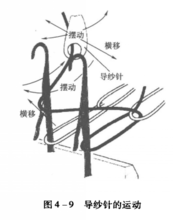 与纬编所不同的是,经编中的纱线喂入是由导纱针来完成的,导纱针需要进行针间摆动、针前横移和针背横移来实现将纱线喂人到针织机的工作针上,如右图。2
与纬编所不同的是,经编中的纱线喂入是由导纱针来完成的,导纱针需要进行针间摆动、针前横移和针背横移来实现将纱线喂人到针织机的工作针上,如右图。2
经编针织机的技术规格参数经编机的主要技术规格参数有机型、机号、针床宽度(可以加工坯布的宽度)、针床数(单针床或双针床,可分别生产单面或双面织物)、梳栉数(梳栉数量越多,可以编织的花型与结构越复杂)、转速(主轴每分钟转速,一般每转编织一个线圈横列)等。1
经编针织机的分类经编机种类繁多,一般根据其结构特点、用途和附加装置进行分类,主要可分为特利柯脱型经编机、拉舍尔型经编机和特殊类型经编机(钩编机、缝编机、管编机等)三大类。其中广泛使用的是前两类。目前就采用的织针类型而言,槽针(复合针)已经成为主流,现代经编机大部分配置了槽针;舌针仍有一定的应用,多见于双针床经编机;钩针在现代经编机上已经不用,被槽针所取代。尽管可以制造圆形针床的经编机,但目前实际生产使用的基本为平形针床经编机。
特利柯脱型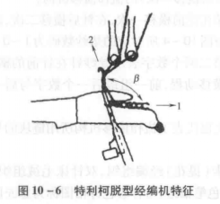 特利柯脱型( Tricot)经编机的特征如右图所示,其坯布牵拉方向1与织针平面2之间的夹角β在90°-115°范围。一般说来,特利柯脱型经编机梳栉数较少,大多数采用复合针,机号较高(常用E24-E32,最高可达E44),机速也较高(最高可达4000r/min),针床宽度通常在3300~6600mm(130~260英寸)之间。
特利柯脱型( Tricot)经编机的特征如右图所示,其坯布牵拉方向1与织针平面2之间的夹角β在90°-115°范围。一般说来,特利柯脱型经编机梳栉数较少,大多数采用复合针,机号较高(常用E24-E32,最高可达E44),机速也较高(最高可达4000r/min),针床宽度通常在3300~6600mm(130~260英寸)之间。
尽管特利柯脱型经编机有单针床和双针床两类,但绝大多数为前者。单针床特利柯脱型经编机有普通型(2-4梳栉)、多梳型(一般9梳栉以下)、弹性织物型、毛圈型、全幅衬纬型等。
拉舍尔型 拉舍尔型( Raschel)经编机的特征如右图所示,其坯布牵拉方向1与织针平面2之间的夹角β在130°~170°范围。该机多数采用复合针,少数为舌针,与特利柯脱型经编机相比,一般其梳栉数较多,机号和机速相对较低。针床宽度通常在1000mm~6600mm(40~260英寸)之间。
拉舍尔型( Raschel)经编机的特征如右图所示,其坯布牵拉方向1与织针平面2之间的夹角β在130°~170°范围。该机多数采用复合针,少数为舌针,与特利柯脱型经编机相比,一般其梳栉数较多,机号和机速相对较低。针床宽度通常在1000mm~6600mm(40~260英寸)之间。
拉舍尔型经编机也分单针床和双针床两类。单针床拉舍尔型经编机包括少梳高速型(4~5梳栉)、普通多梳型、花边窗帘用多梳型(一般20~65把梳栉,最多可达95把梳栉)、衬纬型、贾卡提花型、双轴向型和多轴向型等。而双针床拉舍尔型经编机有普通型、短绒型、长绒型、间隔织物型、毛圈型、袋型、圆筒织物型、无缝内衣型等。
尽管经编机的种类繁多,但它们的基本构造与组成部分是相似的。概述图显示的是一种普通经编机的外形。卷绕有经纱的经轴1配置在机器的上方,一般有几把梳栉就对应有几根经轴。在经轴旁侧的送经机构2将经纱输送至编织机构3。编织机构包括针床、梳栉等机件。编织机构的旁侧是梳栉横移机构4。编织机构编织的织物经过牵拉卷曲机构5(位于梳栉横移机构4的下方)的牵引,最后绕成布卷6。7是控制箱与操纵面板。整机还包括传动机构、机架、辅助装置等部分。
1
本词条内容贡献者为:
张尉 - 副教授 - 西南大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国