

单介质淬火是工件经过常规淬火加热后,在单一介质中快速冷却,使其产生马氏体转变的淬火工艺。如碳钢用水淬、合金钢用油淬等,这种淬火方法是将加热好的工件直接放入淬火介质中冷却,操作简便,容易实现机械化和自动化,但淬火应力大,工件容易变形和开裂。对碳素钢而言,单介质淬火只适用于形状较简单的工件。12
适用范围1、经常作为中碳结构钢调质处理的第一工序(淬火)使用。
2、当高碳钢工件要求高硬度时,经常采用单介质淬火。
3、经常用于低碳钢渗碳或碳氮共渗后的淬火。
4、低碳钢较高温度加热后,直接快速冷却淬火,可收得较好的强韧化效果。1
操作守则工件的单一介质淬火工艺操作,对所用介质有一定的要求:
1、自来水和洁净的雨水作淬火介质时,其温度不得超过40℃,且水中不得混有泥土等悬浊物或肥皂水等乳浊物,以及不断上升的气泡。
2、用质量分数为5%~10%NaCI或5%~10%NaHO及3%~5%NaCO3的水溶液作淬火介质时,经彻底溶解后才能提高冷却速度和消除淬火软点。水和水溶液使用一定时间后,应根据冷却能力的减退情况适当更换,或过滤去污,或按配方比例补加新介质。
3、用全损耗系统用油作淬火介质时,油温一般控制在30~80℃。温度过低或过高,都会使冷却速度减慢。油温最高不得超过80~100℃。
4、淬火油长期使用会老化。老化的火油粘度大,闪点低,不仅容易着火,而且冷却能力降低,同时淬火后不易清洗。因此,使用一定时间后应过滤、更新,或补加新油。
5、采用油作淬火介质时,油槽应有良好的排烟装置和妥善的防火设施,并应定期检查其效能和可靠程度。
6、气体(包括空气、惰性气体和保护气体等)作淬火介质,适用于为了减少某些高合金钢工件的溶火变形而采取的冷却方法。
7、在氯化盐浴中加热的工件,不宜直接用空气冷却,以免熔盐与空气中的氧发生反应而腐蚀工件表面。必要时,可以将工件表面附盐“水爆”除掉后立即取出空冷。1
相关概念——双介质淬火双介质淬火是将工件常规淬火加热后,首先淬入一种冷却能力较强的介质中,以便迅速通过其用钢的过冷奥氏体最不稳定区(450~550℃)以下200~300℃左右,随即转入另一种冷却能力较弱的介质中继续缓冷的淬火工艺。
适用范围1、淬透性较差的或淬火时易产生裂纹和变形的中、高碳素钢工件,采用水-油冷却。
2、形状较简单且截面尺寸较大的高碳碳素钢和中碳低合金钢工件,采用水-油冷却,可增加淬硬层深度。
3、对于中、高碳碳素钢和各种合金钢制作的细长件,为便于趁热校直,可分别采用水-油、油-空气或低温硝盐浴-空气冷却。
技术要求1、双介质淬火后的硬度应满足产品图样中的技术要求。
2、双介质淬火的硬化层深度不得小于普通淬火硬化层深度。
3、其他技术要求与普通淬火相同。
操作守则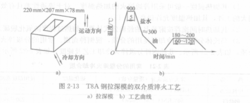 1、采用水-油双介质淬火时,碳素钢和低合金钢工件分别按每3~5mm和5~7mm有效截面厚度(有效截面厚度大和合金元素多时取上限,反之亦然)为1s,来计算在水中的冷却时间为宜。
1、采用水-油双介质淬火时,碳素钢和低合金钢工件分别按每3~5mm和5~7mm有效截面厚度(有效截面厚度大和合金元素多时取上限,反之亦然)为1s,来计算在水中的冷却时间为宜。
2、中、高合金钢工件采用油空气-冷却时,在油中的冷却时间,以工件表面浮油刚刚到能燃烧的闪点温度为宜。需要高硬度的低合金工具钢工件在油中的冷却时间,根据有效截面厚度和合金元素含量多少,按每2~5m有效截面厚度为1s计算(视油的冷却能力而定)。出油后可以及时趁热校正变形。1
本词条内容贡献者为:
任毅如 - 副教授 - 湖南大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国