

型腔模具又叫凹模,是成型塑件外表面的工作零件,按其结构可分为整体式和组合式两类。是生产制造业的模具术语,构成产品空间的零件称为成型零件(即模具整体),成型产品外表面的零件称为型腔模具1。
概述型腔模具准确来说是模具型腔。模具型腔即:构成产品空间的零件称为成型零件(即模具整体),成型产品外表面的零件(模具)称为型腔。
模具是用来成型物品的工具,这种工具有各种零件构成,不同的模具由不同的零件构成。它主要通过所成型材料物理状态的改变来实现物品外形的加工。 按所成型的材料的不同,模具可分为金属模具和非金属模具。金属模具又分为:铸造模具(有色金属压铸,钢铁铸造)、和锻造模具等;非金属模具也分为:塑料模具和无机非金属模具。而按照模具本身材料的不同,模具可分为:砂型模具,金属模具,真空模具,石蜡模具等等。其中,随着高分子塑料的快速发展,塑料模具与人们的生活密切相关。塑料模具一般可分为:注射成型模具,挤塑成型模具,气辅成型模具等1。
类型及特点型腔模具,又叫凹模,是成型塑件外表面的工作零件,按其结构可分为整体式和组合式两类。
(1)整体式
这类型腔由一整块金属材料加工而成。特点是结构简单、强度大、刚性好,不易变形,塑件无拼缝痕迹,适用于形状简单的中小型塑件。
(2)组合式
当塑件外形较复杂时,常采用组合式型腔以改善加工工艺性,减少热处理变形,节省优质钢材。组合式型腔的结构形式较多,如图b、c为底部与侧壁分别加工后用螺钉联接或镶嵌;图c拼缝与塑件脱模方向一致,有利于脱模。图d为局部镶嵌,除便于加工外还方便磨损后更换。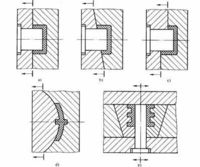
对于大型复杂模具,可采用图e所示的侧壁镶拼嵌入式结构,将四侧壁与底部分别加工、热处理、研磨、抛光后压入模套,四壁以锁扣形式联接,为使内侧接缝紧密,其联接处外侧应留0.3~0.4mm间隙,在四角嵌入件的圆角半径R应大于模套圆角半径r。图f、g为整体嵌入式,常用于多腔模或外形较复杂的塑件,如塑料齿轮等,整体镶块常用冷挤、电铸或机械加工等方法加工,然后嵌入,它不仅便于加工,且可节省优质钢材。
模具选材模具选材是整个模具制作过程中非常重要的一个环节。模具选材需要满足三个原则,模具满足耐磨性、强韧性等工作需求,模具满足工艺要求,同时模具应满足经济适用性。
条件要求1.耐磨性
坯料在模具型腔中塑性变性时,沿型腔表面既流动又滑动,使型腔表面与坯料间产生剧烈的摩擦,从而导致模具因磨损而失效。所以材料的耐磨性是模具最基本、最重要的性能之一。
硬度是影响耐磨性的主要因素。一般情况下,模具零件的硬度越高,磨损量越小,耐磨性也越好。另外,耐磨性还与材料中碳化物的种类、数量、形态、大小及分布有关。
2.强韧性
模具的工作条件大多十分恶劣,有些常承受较大的冲击负荷,从而导致脆性断裂。为防止模具零件在工作时突然脆断,模具要具有较高的强度和韧性。
模具的韧性主要取决于材料的含碳量、晶粒度及组织状态。
3.疲劳断裂性能
模具工作过程中,在循环应力的长期作用下,往往导致疲劳断裂。其形式有小能量多次冲击疲劳断裂、拉伸疲劳断裂接触疲劳断裂及弯曲疲劳断裂。
模具的疲劳断裂性能主要取决于其强度、韧性、硬度、以及材料中夹杂物的含量。
4.高温性能
当模具的工作温度较高进,会使硬度和强度下降,导致模具早期磨损或产生塑性变形而失效。因此,模具材料应具有较高的抗回火稳定性,以保证模具在工作温度下,具有较高的硬度和强度。
5.耐冷热疲劳性能
有些模具在工作过程中处于反复加热和冷却的状态,使型腔表面受拉、压力变应力的作用,引起表面龟裂和剥落,增大摩擦力,阻碍塑性变形,降低了尺寸精度,从而导致模具失效。冷热疲劳是热作模具失效的主要形式之一,帮这类模具应具有较高的耐冷热疲劳性能。
6.耐蚀性
有些模具如塑料模在工作时,由于塑料中存在氯、氟等元素,受热后分解析出HCI、HF等强侵蚀性气体,侵蚀模具型腔表面,加大其表面粗糙度,加剧磨损失效2。
工艺性能模具的制造一般都要经过锻造、切削加工、热处理等几道工序。为保证模具的制造质量,降低生产成本,其材料应具有良好的可锻性、切削加工性、淬硬性、淬透性及可磨削性;还应具有小的氧化、脱碳敏感性和淬火变形开裂倾向。
1.可锻性
具有较低的热锻变形抗力,塑性好,锻造温度范围宽,锻裂冷裂及析出网状碳化物倾向低。
2.退火工艺性
球化退火温度范围宽,退火硬度低且波动范围小,球化率高。
3.切削加工性
切削用量大,刀具损耗低,加工表面粗糙度低。
4.氧化、脱碳敏感性
高温加热时抗氧化怀能好,脱碳速度慢,对加热介质不敏感,产生麻点倾向小。
5.淬硬性
淬火后具有均匀而高的表面硬度。
6.淬透性
淬火后能获得较深的淬硬层,采用缓和的淬火介质就能淬硬。
7.淬火变形开裂倾向
常规淬火体积变化小,形状翘曲、畸变轻微,异常变形倾向低。常规淬火开裂敏感性低,对淬火温度及工件形状不敏感。
8.可磨削性
砂轮相对损耗小,无烧伤极限磨削用量大,对砂轮质量及冷却条件不敏感,不易发生磨伤及磨削裂纹2。
制造工艺模具设计制作的要求是:尺寸精确、表面光洁;结构合理、生产效率高、易于自动化;制造容易、寿命高、成本低;设计符合工艺需要,经济合理。
模具结构设计和参数选择须考虑刚性、导向性、卸料机构、定位方法、间隙大小等因素。模具上的易损件应容易更换。对于塑料模和压铸模,还需要考虑合理的浇注系统、熔融塑料或金属流动状态、进入型腔的位置与方向。为了提高生产率、减少流道浇注损失,可采用多型腔模具,在一模具内能同时完成多个相同或不同的制品。在大批量生产中应采用高效率、高精度、高寿命的模具。
冲压模应采用多工位级进模,可采用硬质合金镶块级进模,以提高寿命。在小批量生产和新产品试制中,应采用结构简单、制造快、成本低的简易模具,如组合冲模、薄板冲模、聚氨酯橡胶模、低熔点合金模、锌合金模、超塑性合金模等。模具已开始采用计算机辅助设计(CAD),即通过以计算机为中心的一整套系统对模具进行最优化设计。这是模具设计的发展方向2。
本词条内容贡献者为:
杨明 - 副教授 - 西南大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国