

过定位也叫重复定位,工件的同一自由度被2个或2个以上的支承点重复限制的定位,称为过定位。工件是否允许过定位存在应根据具体情况而定,过定位要使用得当,有时过定位会导致工件不能正常安装或不能保证加工要求。
过定位简介工件在机床上或夹具中定位,若几个定位支撑点重复限制同一个或几个自由度,称为重复定位。工件的定位是否允许重复定位应根据工件的不同情况进行分析。一般来说,对于工件上以形状精度和位置精度很低的毛坯表面作为定位基准时,是不允许出现重复定位的;而对已加工过的工件表面或精度高的毛坯表面作为定位基准时,为了提高工件定位的稳定性和刚度,在一定条件下是允许采用重复定位的。
注意事项过定位是否允许,要视具体情况而定。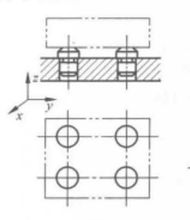
1、如果工件的定位面经过机械加工,且形状、尺寸、位置精度均较高,则过定位是允许的,有时还是必要的。因为合理的过定位不仅不会影响加工精度,还会起到加强工艺系统刚度和增加定位稳定性的作用。
如图所示的定位方案中,假如工件定位平面较大且加工得又很平,而4个支承钉工作表面又准确地位于同一平面内(装在夹具上一次磨出),这时就不会因过定位造成不良后果,反而能增加定位的稳定性,提高支承刚度。
2、反之,如果工件的定位面是毛坯面,或虽经过机械加工但加工精度不高,这时过定位一般是不允许的,因为它可能造成定位不准确、定位不稳定或发生定位干涉等情况1。
工件的定位一个尚未定位的工件,其空间位置是不确定的,均有六个自由度,定位,就是限制自由度。工件定位指工件在机床或夹具中取得一个正确的加工位置的过程。
例如:机床在装配时,其主轴箱、滑板及其上的工件,均须精确地安装在相应的位置上;机械加工时,刀具必须精确地安装在主轴头上,其回转中心必须与主轴中心线重合;模具也一样,其零部件均须精确地安装在以冲模上下座板或者是塑料模的定动模板的相应位置上。
定位的目的是使工件在夹具中相对于机床、刀具占有确定的正确位置,并且应用夹具定位工件,还能使同一批工件在夹具中的加工位置一致性好。
用合理分布的六个支承点限制工件六个自由度的法则,称为六点定位原理。
在应用“六点定位原理”分析工件的定位时,应注意以下几点:
1、定位支承点限制工件自由度的作用,应理解为定位支承点与工件定位基准面始终保持紧贴接触。若二者脱离,则意味着失去定位作用。
2、一个定位支承点仅限制一个自由度,一个工件仅有六个自由度,所设置的定位支承点数目,原则上不应超过六个。
3、分析定位支承点的定位作用时,不考虑力的影响。工件的某一自由度被限制,并非指工件在受到使其脱离定位支承点的外力时,不能运动。欲使其在外力作用下不能运动,是夹紧的任务;反之,工件在外力作用下不能运动,即被夹紧,也并非是说工件的所有自由度都被限制了。所以,定位和夹紧是两个概念,绝不能混淆2。
本词条内容贡献者为:
程鹏 - 副教授 - 西南大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国