

空心角凿机又名榫槽机,主要用于方料、木框等零件或组件表面加工方形或矩形的榫槽。所用钻头为方形钻,最大加工深度:90mm;工作台上下行程:350mm;横向行程160mm;纵向行程270mm;最大工作物宽度:355mm。家具厂所用机型分为手工进给和自动进给两种。
空心角凿机工作原理材料被气压固定在平台上,加工长度可由横移限位杆限制,然后通过横移手轮操作。加工孔位的纵向位置通过平台纵移杆调整,孔位深度可通过平台升降轮及行程控制器调整。加工时,方形钻的钻芯由电机带动作旋转钻孔,而钻套则装在刀架上做上、下运动将圆孔切割成方孔。1
机器调试1.熟悉电源箱各开关功能。
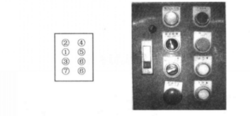
①电源开关键。转向右边时接通电源,指示灯亮;转向左边时关闭电源,指示灯熄灭。
②电源指示灯。显示电源开关状态。
③自动/手动键。切向手动时,用于机器的调试,此时按下“下降”键,钻头将下降至极点而固定不动,便于确定挖槽的深度。正常作业时切向自动状态。
④电机启动键。按下此键时,电机开始启动并带动钻头转动。
⑤电机停止键。按下此键时,钻头停止转动。
⑥上升/下降键。在自动状态下,按下降键时钻头降至行程最低点;按上升键时钻头回复到原位。
⑦紧急停止键。当遇到紧急情况时,按下此键可使机器全面停止运作。
2.选用适当的钻头进行安装,注意钻芯应比钻套略突出0.5mm。
3.将工件画好孔位线置于平台上,接通风管,通过导尺、限位挡块确定其所处位置。注意使方钻与导尺平行,否则孔为菱形。
4.根据部件的加工要求,通过对限位杆进行调节,确定孔位加工的长度;通过纵移杆确定钻头与孔的纵向位置。
5.通过升降轮及行程控制器调节钻孔深度。6)通过调节升降气缸上的上下气阀门的压力大小来确定钻头升降的速度。1
操作注意事项将工件置于平台上,使其紧靠限位挡块,操作压料气压开关使工件被夹持固定在平台上。
启动钻头等开关,使其对工件完成一个加工循环。同时清理木灰,保持工件下的清洁,避免出现孔位深浅不一的现象。
操作平台横移手轮,待钻头脱离工件后横向移动工件,作第二次加工循环。
若工件孔位要求较深,可分2次加工完成;或先用其他机器加工,再用角凿机进行修整。
工时要经常对比样品,要特别注意出现台面向下跑位的不良现象。作业后对机器进行清理、保养,注意卸掉风管。1
本词条内容贡献者为:
周敏 - 副教授 - 西南大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国