

真空高压气体淬火是为了克服高速钢制的大尺寸工具、模具的真空淬火过程中,由于工具的冷却速度非常慢,所以并不能防止淬火过程中沿奥氏体晶界的碳化物的析出,从而贫化了奥氏体的合金化的程度,这使得降低了工具的红硬性及工具使用寿命。所以,所有的大型高速钢制工、模具,过去仅仅可以在盐浴炉中加热及淬火的这一项缺点。1
简介资料提供了在总量为100kg的高速钢制φ25mm、φ32mm、φ54m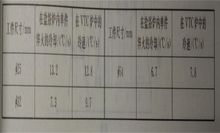 m端面铣刀,从1190℃淬火冷却到650℃时,盐浴炉与真空高压(5X10Pa)气体淬火(VTC)炉的冷却速度数据,如下图所示。表中数据说明,大直径刀具的真空高压气体淬火的冷却速度比盐浴淬火快。
m端面铣刀,从1190℃淬火冷却到650℃时,盐浴炉与真空高压(5X10Pa)气体淬火(VTC)炉的冷却速度数据,如下图所示。表中数据说明,大直径刀具的真空高压气体淬火的冷却速度比盐浴淬火快。
目的淬火的目的是使过冷奥氏体进行马氏体或贝氏体转变,得到马氏体或贝氏体组织,然后配合以不同温度的回火,以大幅提高钢的刚性、硬度、耐磨性、疲劳强度以及韧性等,从而满足各种机械零件和工具的不同使用要求。也可以通过淬火满足某些特种钢材的铁磁性、耐蚀性等特殊的物理、化学性能。2
将金属工件加热到某一适当温度并保持一段时间,随即浸入淬冷介质中快速冷却的金属热处理工艺。常用的淬冷介质有盐水、水、矿物油、空气等。淬火可以提高金属工件的硬度及耐磨性,因而广泛用于各种工、模、量具及要求表面耐磨的零件(如齿轮、轧辊、渗碳零件等)。通过淬火与不同温度的回火配合,可以大幅度提高金属的强度、韧性下降及疲劳强度,并可获得这些性能之间的配合(综合机械性能)以满足不同的使用要求。另外淬火还可使一些特殊性能的钢获得一定的物理化学性能,如淬火使永磁钢增强其铁磁性、不锈钢提高其耐蚀性等。淬火工艺主要用于钢件。常用的钢在加热到临界温度以上时,原有在室温下的组织将全部或大部转变为奥氏体。随后将钢浸入水或油中快速冷却,奥氏体即转变为马氏体。与钢中其他组织相比,马氏体硬度最高。淬火时的快速冷却会使工件内部产生内应力,当其大到一定程度时工件便会发生扭曲变形甚至开裂。为此必须选择合适的冷却方法。根据冷却方法,淬火工艺分为单液淬火、双介质淬火、马氏体分级淬火和贝氏体等温淬火4类。
分类单介质淬火工件在一种介质中冷却,如水淬、油淬。优点是操作简单,易于实现机械化,应用广泛。缺点是在水中淬火应力大,工件容易变形开裂;在油中淬火,冷却速度小,淬透直径小,大型工件不易淬透。
双介质淬火工件先在较强冷却能力介质中冷却到300℃左右,再在一种冷却能力较弱的介质中冷却,如:先水淬后油淬,可有效减少马氏体转变的内应力,减小工件变形开裂的倾向,可用于形状复杂、截面不均匀的工件淬火。双液淬火的缺点是难以掌握双液转换的时刻,转换过早容易淬不硬,转换过迟又容易淬裂。为了克服这一缺点,发展了分级淬火法。
分级淬火工件在低温盐浴或碱浴炉中淬火,盐浴或碱浴的温度在Ms点附近,工件在这一温度停留2min~5min,然后取出空冷,这种冷却方式叫分级淬火。分级冷却的目的,是为了使工件内外温度较为均匀,同时进行马氏体转变,可以大大减小淬火应力,防止变形开裂。分级温度以前都定在略高于Ms点,工件内外温度均匀以后进入马氏体区。改进为在略低于Ms点的温度分级。实践表明,在Ms点以下分级的效果更好。例如,高碳钢模具在160℃的碱浴中分级淬火,既能淬硬,变形又小,所以应用很广泛。
等温淬火工件在等温盐浴中淬火,盐浴温度在贝氏体区的下部(稍高于Ms),工件等温停留较长时间,直到贝氏体转变结束,取出空冷。等温淬火用于中碳以上的钢,目的是为了获得下贝氏体,以提高强度、硬度、韧性和耐磨性。低碳钢一般不采用等温淬火。
表面淬火表面淬火是将钢件的表面层淬透到一定的深度,而心部分仍保持未淬火状态的一种局部淬火的方法。表面淬火时通过快速加热,使刚件表面很快到淬火的温度,在热量来不及穿到工件心部就立即冷却,实现局部淬火。
感应淬火感应加热就是利用电磁感应在工件内产生涡流而将工件进行加热。
寒粹以浸入冷却能力强的寒冰水溶液,作为冷却介质的淬火冷却。
局部淬火仅对工件需要硬化的局部进行的淬火。
气冷淬火专指在真空中加热和在高速循环的负压、常压或高压的中性和惰性气体中进行的淬火冷却。
表面淬火仅对工件表层进行的淬火,其中包括感应淬火、接触电阻加热淬火、火焰淬火、激光淬火、电子束淬火等。
风冷淬火以强迫流动的空气或压缩空气作为冷却介质的淬火冷却。
盐水淬火以盐类的水溶液作为冷却介质的淬火冷却。
有机溶液淬火以有机高分子聚合物的水溶液作为冷却介质的淬火冷却。
喷液淬火用喷射液流作为冷却介质的淬火冷却。
喷雾冷却工件在水和空气混合喷射的雾中进行的淬火冷却。
热浴冷却工件在熔盐、熔碱、熔融金属或高温油等热浴中进行的淬火冷却,如盐浴淬火、铅浴淬火、碱浴淬火等。
双液淬火工件加热奥氏体化后先浸入冷却能力强的介质,在组织即将发生马氏体转变时立即转入冷却能力弱的介质中冷却。
加压淬火工件加热奥氏体化后再特定夹具夹持下进行的淬火冷却,其目的在于减少淬火冷却畸变。
透淬工件从表面至心部全部硬化的淬火。
等温淬火工件加热奥氏体化后快冷却到贝氏体转变温度区间等温保持,使奥氏体变成贝氏体的淬火。
分级淬火工件加热奥氏体化后浸入温度稍高或稍低于M1点的碱浴或盐浴中保持适当时间、在工件整体达到介质温度后取出空冷以获得马氏体的淬火。
亚温淬火亚共析钢制工件在Ac1-Ac3温度区间奥氏体化后淬火冷却,获得马氏体及铁素体组织的淬火。
直接淬火工件渗入碳后直接淬火冷却的工艺。
两次淬火工件渗碳冷却后,先高于Ac3的温度奥氏体化并淬冷以细化心部组织,随即在略髙于Ac3的温度奥氏体化以细化渗层组织的淬火。
自冷淬火工件局部或表层快速加热奥氏体化后,加热区的热量自行向未加热区传到,从而使奥氏体化区迅速冷却的淬火。
本词条内容贡献者为:
李航 - 副教授 - 西南大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国