

尾轴承为安装在尾轴上的轴承。其中尾轴承安装在尾轴管内,并由压盖衬套与压盖进行固定。1
尾轴管尾轴安装在尾轴管内,并密封尾轴管。尾轴管是一个装配部件,它由尾轴管本体、尾轴管衬套及尾轴管轴承等组成,如图所示。尾轴管分为常规型和改进型两种,常规性尾轴管的结构形式主要有整体式尾管和连接式尾管两种,后者一般比较长,往往分若干节组合而成,同时,在尾部还装有人字架。有些吃水浅的单轴系小船也有装人字架的,尾轴管和人字架都装有轴承,用来支承尾轴。1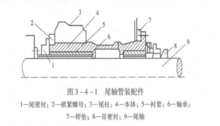
尾管白合金轴承树套的压配过程为了保证尾轴承衬套的液压压装质量,其主要步骤如下:
1.白合金尾轴承村套压入尾轴管前,应按工艺要求,校对其加工尺寸;
2.测量时应使用同一种测量工具,并同时注意气候对白合金轴承的影响;
3.压装时,应注意轴承村套的方向,注意“上”、“下”标记,按孔的十字线对正后压入;
4.压装前,在尾轴管内孔应涂一层二硫化钼和清洁机油调制的润滑剂;
5.轴承压人时,测量、记录压人压力,在500~100mm压入长度内,每100mm测量、记录一次,在100~0mm压入长度内,每50mm测量、记录一次;
6.压进压力,首端轴轴承一般可取(15-25)x N,尾端轴承压进压力(35-60)×N(根据丹麦B&W造机厂的经验介绍,压人压力超过1×
N,尾端轴承压进压力(35-60)×N(根据丹麦B&W造机厂的经验介绍,压人压力超过1× N时,容易使白合金轴村脱壳,而该厂规定压人压力标定上限是6×
N时,容易使白合金轴村脱壳,而该厂规定压人压力标定上限是6× N,不论压人时是否用润滑油,都是这一数值);
N,不论压人时是否用润滑油,都是这一数值);
7.压入后测量检查白合金轴承的白合金质量,并测量内孔的变化情况;
8.按图纸要求钻眼攻丝,配上止动螺钉,防止尾轴承村套转动。1
尾轴承装配要求为了保证压盖衬套和分油环在工作时不和尾轴产生摩擦,在新装时应保证其下部间隙为尾轴轴承的允许极限间隙与其安装间隙之差再加上0.20~0.50mm(尾轴的磨损忽略不计).
这样,使尾轴在尾轴轴承磨损到极限状况时,也不会与压盖村套或分油环接触。其上部间隙可以适当小些。因此,最好将压盖的村套和分油环的内圆车成偏心,安装时将偏心部分装于下部,也可以用刮刀刮出下部间隙,在左右位置上,其间隙也应基本相同。一般情况下,填料压盖的内外圆不同轴度应小于0.1mm(偏心除外),圆度及圆柱度小于0.05mm,端面与中心线垂直度每米偏差不超过0.25mm。1
本词条内容贡献者为:
任毅如 - 副教授 - 湖南大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国