

为了配合制动液配方优化、质量改进工作,在微量热分析仪上建立了制动液蒸发性能的静态热分析法,并与标准方法分析结果进行对照,结果表明,两者具有较好的相关性,新建方法不仅为配方调整和优化提供了依据,而且还加快了产品质量改进进程。
简介蒸发性能是制动液的一项重要指标,其评价方法是GB 12981附录E,即在100℃下,经过168 h后测制动液的质量变化情况。对于出厂产品检验,必须严格按标准方法进行分析;对于配方调整和小样考察样品,168h太长,往往不能及时满足科研生产需要,而且分析人员的倒班工作强度也很大。为了配合制动液配方优化、质量改进工作,在微量热分析仪上建立了制动液蒸发性能的静态热分析法。1
实验条件的考察1、加热方式
所用仪器为日本理学电机公司的Rigaku Ther-moflex微量热分析仪,在该微量热分析仪上,可根据需要自行设定动态升温,升温-恒温,升温-恒温-升温等多种加热模式。为了尽量向标准方法靠拢,决定采用手动控制的升温-恒温加热方式。
2、升温速率和记录器走纸速度
选定了升温-恒温加热方式后,在程序升温阶段,如果升温速度太快,炉子内不易达到热平衡,会影响温度均匀性;升温速度太慢,又会影响谱图质量。再结合走纸速度考虑,选择10℃/min的升温速度和2.5mm/min的走纸速度。
3、样品量和仪器的灵敏度
根据制动液本身的特点,结合仪器稳定性、气动浮力、样品比表面与蒸发的关系等因素综合考虑,决定取16mg~18.5mg样品量,热重单元(TG)灵敏度选20mg档。
4、温度和时间
对测定蒸发性能来说,实验温度和时间是两个重要的参数。在建方法时,用已知蒸发数据为65%的合格制动液样品作为参比,考察方法所需实验温度和实验时间。
标准方法所采用的温度是100℃ ,为了与标准方法尽量接近,分别对100℃ ,120℃ ,140℃实验温度进行了考察。蒸发损失达到65%时,100℃下需114.4min,时间太长;140℃下所需要时间最短,仅为13.2min,但从失重曲线看,此时正处于失重较快阶段,极小的时间误差都会引起较大的蒸发损失误差,不宜采用; 120 ℃下时间为56.6 min,较适中,且此时失重曲线处于比较平缓阶段,时间的误差对蒸发数据影响较小,因此选择120℃为实验温度,时间为56.6 min。1
应用分析下表为静态热分析法分析结果与标准方法分析结果的对照。
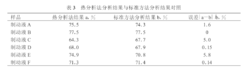
从数据可以看出,静态热分析法分析结果与标准方法分析结果较为接近,两者误差均在6%以下,具有较好的相关性用建立的静态热分析法来评价制动液的蒸发性能具有样品用量少、分析速度快的特点,与标准分析方法具有较好的相关性,可用于评价制动液的蒸发性能。1
本词条内容贡献者为:
王宁 - 副教授 - 西南大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国