

不正常的花纹,网点按特定的规律堆聚、疏散、纹样粗大,色彩深浅不匀,看起来不舒服,破坏了网点再现色彩的性能,是印刷的大忌。不正常的花纹,称为龟纹。 龟纹指的是在打样或印刷中由于阳图版的角度搭配不当所出现的一种不悦目的网纹图形。
简介龟纹是因为数据网格重叠冲突而产生的有污点的干扰网纹。龟纹通常会在图像处理的三个阶段产生。 1. 扫描高度细节的纹理:例如在扫描有纹理的织物上的图像时,会产生龟纹,这是由扫描仪自身引起的。扫描仪对读入的细节不够敏感,产生的龟纹就存在于扫描图像之中,且几乎不能去除。
2. 输出不正确的加网角度:多色图像以错误的加网角度输出时,在印刷机上印刷出的图像上就会出现龟纹。另外,若加网角度不使用最优值,也必然会出现龟纹。
3. 扫描预加网图像:扫描已经印刷过的图像时,扫描不到照片或透明胶片上的那种连续调信息,而是网目调网点。扫描仪部分地识别网点之间的空间,但不能原样复制或将其转换成连续调,结果,图像含有龟纹。这种情况可以使用几种技术来减少或消除龟纹。
一、用旋转的方式消除龟纹扫描预加网的彩色图像时,龟纹不只在一个通道(黑)中出现,而可能在一个或多个颜色通道中。过分调整整幅图像会对一开始不含有纹样的通道里的信息造成不可挽回的影响。扫描时不以与扫描平台成直角的方式放置图像,而是以一定的其他角度放置。这样既可以迫使扫描仪曲解较明显的组分色彩,如青和黑,又可以在Photoshop中旋转图像时,在插值过程中模糊网点形状边缘,产生更像连续调的效果。
一般以15°、30°或45°来扫描。扫描完图像后,有两种方法旋转扫描图像。
一是选择Image\Rotate Canvas\Arbitrary(图像\旋转画布\任意角度),输入图像要旋转的角度,然后裁切掉旋转整幅图像后产生的多余画布;
二、用模糊的方法消除龟纹基本步骤:
1. 以正常分辨率两倍减10个像素的分辨率扫描图像。这样在应用第一轮模糊滤波器时,图像含有比标准扫描更多的信息,对重要细节产生较小破坏。并且,在以后减小做过模糊处理的图像的分辨率时,更多的冲突网点结构可能会被消除。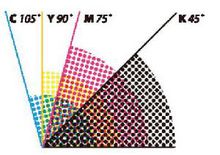 2. 模糊图像。在Photoshop中打开扫描图时,使用高斯模糊滤波器略微扭曲网点形状。一般接近0.7个像素就能做得很好。3. 检验颜色通道。在许多情况下,龟纹只影响一两个通道,在Channels(通道)面板中单击颜色通道检查一下。找到有问题的颜色通道之后,使用上述方法再应用一次高斯模糊或去斑滤波器,找出异常的网点值并将其平均。
2. 模糊图像。在Photoshop中打开扫描图时,使用高斯模糊滤波器略微扭曲网点形状。一般接近0.7个像素就能做得很好。3. 检验颜色通道。在许多情况下,龟纹只影响一两个通道,在Channels(通道)面板中单击颜色通道检查一下。找到有问题的颜色通道之后,使用上述方法再应用一次高斯模糊或去斑滤波器,找出异常的网点值并将其平均。
4. 减少分辨率。模糊图像之后,将图像分辨率减少到所需的数值。选择Image\Image Size(图像\图像尺寸)选择Constrain Proportions和Resample Image选项,并在分辨率字段中输入新的值。 Photoshop按新分辨率插值时,必须重新计算每个像素值,这样就进一步去除了龟纹数量。如果还有轻微的纹样存在,再检查颜色通道,以较小的值(0.3~0.5个像素)再做一次高斯模糊。
5. 锐化图像。在给去网滤波器应用虚光蒙版滤波器时,必须在强调图像细节和夸大不容易去掉的龟纹之间达成平衡,预览滤波器的效果时,将数量值设定为网纹开始突出之前的一个值。
丝网印刷阶调丝网印刷的龟纹
概述丝网印刷和平印、铅印一样,采用网点来再现原稿的阶调。Y、M、C、K各色版网点,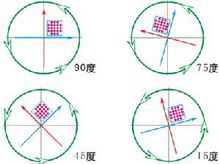 印时相互干涉,会出现各种的干涉花纹、花纹随网点角度差的大小的变化而变化。在45°夹角内会出现全部的花纹样式,且在90°范围内重复。网点龟纹是两色以上网点,印时排列不均所引起的密度分布不匀所致。这种不匀的分布介于网点完全重和完全并列之间。显然,重网点的密度小于并列网点的密度。如果密度差太大且交替地成规律出现,就出现了龟纹。 实践中为了避免龟纹的出现,胶印、凸印四色印刷的各色版之间的夹角要大于22.5°,一般黄、品、青、黑的网点角度分别安排为90°、15°、75°、45°,这样只有黄版和其它色版的夹角小于22.5°,但黄色较浅,形成龟纹不是很明显。
印时相互干涉,会出现各种的干涉花纹、花纹随网点角度差的大小的变化而变化。在45°夹角内会出现全部的花纹样式,且在90°范围内重复。网点龟纹是两色以上网点,印时排列不均所引起的密度分布不匀所致。这种不匀的分布介于网点完全重和完全并列之间。显然,重网点的密度小于并列网点的密度。如果密度差太大且交替地成规律出现,就出现了龟纹。 实践中为了避免龟纹的出现,胶印、凸印四色印刷的各色版之间的夹角要大于22.5°,一般黄、品、青、黑的网点角度分别安排为90°、15°、75°、45°,这样只有黄版和其它色版的夹角小于22.5°,但黄色较浅,形成龟纹不是很明显。
由于丝印的丝网编织结构也是和网点一样呈规律排列,这样就有丝网与菲林之间产生龟纹的可能性。加之丝印的印刷控制方面较胶印的可变因素更多些,因此阶调丝网印刷的龟纹控制也就更具复杂性。本文将就阶调丝印产生龟纹的原因进行分析,并探讨控制龟纹的方法。
原稿本身龟纹在拍摄某些呈规律变化的物体的原稿时,会导致原稿本身就存在龟纹,例如织物图案,柳条家具、篱笆、百叶窗等。另外印刷的原稿扫描后也会有龟纹。
针对原稿龟纹,首先要心中清楚经丝网印刷后,其产生的龟纹会更明显。要先同客户讲
 清楚,尽量想办法替换原稿,或者在印刷分色处理时对这些地方进行适当的模糊;而针对印刷品原稿,则一定要在扫描时做去网处理,把龟纹全部去掉,当然这是要以牺牲原稿的清晰度为代价的。
清楚,尽量想办法替换原稿,或者在印刷分色处理时对这些地方进行适当的模糊;而针对印刷品原稿,则一定要在扫描时做去网处理,把龟纹全部去掉,当然这是要以牺牲原稿的清晰度为代价的。
菲林本身龟纹由于采用电子分色机或者桌面印前系统的照排机进行激光加网时,网点边缘是不光滑的,网点越细,其边绿粗糙度越高,这样在图像的高光区域产生龟纹的机率就愈大。传统网点边缘是非常光滑的,而电分机的电子加网和照排机的PostScript网点边缘都不光滑。它们和照排机的分辨率有关系,因为它们的加网方法都是采用激光束「on」或「off」的方式来曝光的,当采用16x16点阵激光来生成一个网点时,网点的情况很明显,它们无论如何不可能像传统照相网点那么光滑。
因丝网所引起的龟纹
标准的胶印加网角度是:黄0°或90°,品红15°,青75°,黑45°。丝网印刷所面临的困难是:0°、90°、45°是产生龟纹的基本角度。由于网线固定排列在一个方向上,丝网网线会直接阻
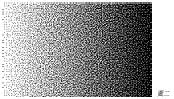
 挡成线的网点通透,如图五,加网45°的图像因交叉的纤维在一个个基本交叉点上阻止网点的形成,这个网角所生成的半色调图像最容易产生龟纹。图六就是常见的因丝网所产生的龟纹形状。因丝网所产生的龟纹与网点大小及丝网网目数有关,网点愈精细,分色片图像网线角度愈重要,网目与网线之比(丝网网目线/菲林加网线=网目与网线比,如355目/100Lpi=3.55。)愈大,网线角度重要性愈小。如果比率小于4.0,所用分色片的角度就要改变,变化的方法是在胶印网角的基础上产生±4-8°的变化。由角度影响而产生的龟纹经常在某个区域出现,对于高的mesh/dot比。龟纹将首先在高调区域,随着mesh/dot之比下降,龟纹将布满整个阶调。
挡成线的网点通透,如图五,加网45°的图像因交叉的纤维在一个个基本交叉点上阻止网点的形成,这个网角所生成的半色调图像最容易产生龟纹。图六就是常见的因丝网所产生的龟纹形状。因丝网所产生的龟纹与网点大小及丝网网目数有关,网点愈精细,分色片图像网线角度愈重要,网目与网线之比(丝网网目线/菲林加网线=网目与网线比,如355目/100Lpi=3.55。)愈大,网线角度重要性愈小。如果比率小于4.0,所用分色片的角度就要改变,变化的方法是在胶印网角的基础上产生±4-8°的变化。由角度影响而产生的龟纹经常在某个区域出现,对于高的mesh/dot比。龟纹将首先在高调区域,随着mesh/dot之比下降,龟纹将布满整个阶调。
龟纹防伪龟纹防伪技术在印刷中的应用
概述如何在印刷中避免龟纹是研究人员和印刷人士都十分关注的问题,这一问题同时也促成 了调频技术的发展和应用。然而,任何事物的存在,除了避免它的确负面影响,是否还能物尽其用?这种影响印刷质量和观感时“可恶”的纹路,是否真的一无是处?它能否被有效地应用起来,也许能发挥出一定的价值而不至于被人们深恶痛绝。这时,我们想到的是将这种经常现身、变幻无常的龟纹用于防伪领域。如果这一技术可以成功而有效地加以应用,那么可以预见,这种技术将是一种简便而经济的防伪方式。
了调频技术的发展和应用。然而,任何事物的存在,除了避免它的确负面影响,是否还能物尽其用?这种影响印刷质量和观感时“可恶”的纹路,是否真的一无是处?它能否被有效地应用起来,也许能发挥出一定的价值而不至于被人们深恶痛绝。这时,我们想到的是将这种经常现身、变幻无常的龟纹用于防伪领域。如果这一技术可以成功而有效地加以应用,那么可以预见,这种技术将是一种简便而经济的防伪方式。
龟纹防伪的优点在使产品具备不可复制性和仿制性的过程中,特殊纸张、特殊油墨、特殊印刷和其它特殊工序等的应用和生产所需要的技术、设备和资金的投入都是不等的。
在常规印刷条件和工艺过程中通过应用制版技术中产生的龟纹来达到难以仿制的效果。这一途径的优点在于:从生产的成本而言,由于采用常规的印刷方式,无论是纸张、油墨还是印刷机械等印刷要素都可采用印刷机构现有的常规型号和设备,因而省却了引进特殊设备或增加特殊工序的资金投入、技术维护和人力资源的成本,比较经济实用。从有效性而言,通过对龟纹的参数设置来产生龟纹的不同变化,工艺简单,但是其规律性较难被掌握,其低端的仿制如通过扫描、彩色复印等手段,其效果难以乱真,因而比较可靠有效。
从应用性而言,采用龟纹防伪可印制成商品防伪标识或直接用于产品说明等商品附件上,美观而显见,并且可以与其它防伪技术组合使用,用途广泛。这些优点与其它印刷方式相比,就凸显出其性能价格比的优越性。
龟纹防伪的实现如何在不破坏设计图像中主体部分效果的前提下,应用龟纹达到防伪的效果呢?这里涉及到专色 版的应用。 在包装印刷中,经常需要对某种企业指定的颜色印制成专色。这就要求在设计制作过程中,将这颜色特征的区域以专色通道的形式加以表现。在后期的分色加网中,专色通道被处理成为CMYK后的第五张胶片。在印制了CMYK后,印上调配好的专色油墨。
版的应用。 在包装印刷中,经常需要对某种企业指定的颜色印制成专色。这就要求在设计制作过程中,将这颜色特征的区域以专色通道的形式加以表现。在后期的分色加网中,专色通道被处理成为CMYK后的第五张胶片。在印制了CMYK后,印上调配好的专色油墨。
龟纹的应用与此工艺类似。可以将图像的背景在专色通道加以处理。在加网时,设置不同的网点参数(网目角度、网目线数等),使这一角度可以和四色中的某一个色版形成龟纹,得到第五张胶片。而这张胶片上的网目角度数值的设置是特殊而微妙的,这张胶片与四色胶片中的某个色版之间形成的龟纹会因为微妙的数值变化而呈现明显的差异。
另外,如仿制者希望通过扫描或复印等到方式也是难以乱假成真的,这是因为龟纹是由网点组成的,必然是极为细小的,而复制和扫描都将导致网点扩大和模糊化。如在扫描稿的基础上再度加网,得到的印刷品与原件之间必然产生明显的差异,也就难以达到仿制的效果。同时,为了增加其可靠性,还可以将龟纹与其它防伪方式相结合,比如在背景上采用具它随机图案来增加复杂度;采用防伪油墨来印刷龟纹版;采用特殊纸张(比如水印纸)作为承印基础等1。
制版技巧减少龟纹的制版技巧
绷网为了方便晒版和印刷定位,应尽量让加网分色胶片与网框平行(垂直),选择使各色底版 的网点线与丝网线设置成出现龟纹最小的、最适合的夹角。其操作方法是: 在绷网机上先将网绷到要求的张力,然后分别将各分色胶片的药膜面朝下贴于丝网上,在光照下,旋转胶片,直到两者之间的龟纹最小,或不产生龟纹时的位置,这就是图像在网版上的最佳制版位置。并用笔将这个最佳位置标在丝网上,作为晒版时图像的定位。然后按此位置平行(垂直)粘网、干燥、卸网,并在网上标注分色版的色号,即制成一色网版。其他各色版也是按此操作进行。注意:①在制作网版时,分色胶片一定要与绷网时定下的位置吻合;②各分色网版的张力差不大于1N/cm;③每块网版上的感光胶厚度一致,表面平滑。
的网点线与丝网线设置成出现龟纹最小的、最适合的夹角。其操作方法是: 在绷网机上先将网绷到要求的张力,然后分别将各分色胶片的药膜面朝下贴于丝网上,在光照下,旋转胶片,直到两者之间的龟纹最小,或不产生龟纹时的位置,这就是图像在网版上的最佳制版位置。并用笔将这个最佳位置标在丝网上,作为晒版时图像的定位。然后按此位置平行(垂直)粘网、干燥、卸网,并在网上标注分色版的色号,即制成一色网版。其他各色版也是按此操作进行。注意:①在制作网版时,分色胶片一定要与绷网时定下的位置吻合;②各分色网版的张力差不大于1N/cm;③每块网版上的感光胶厚度一致,表面平滑。
还有一种方法是,先取一块已绷好的网版(0°或90°),分别将四张分色胶片在此网版上找到最佳位置,并按分色片分别记录下与网框的角度,然后按相同目数、张力及角度绷网,再分别按记录位置,粘在网框上,干燥、卸网、制作网版。晒版时应进行微调,使效果更好。
制版控制晒制网目调图像的网版要求感光胶的RZ值低,边缘锐利度高(平滑),否则易出现龟纹,因此在制作版膜时应控制涂布或贴膜质量。
(1)网版上感光胶层的厚度,应控制在高出丝网约8μm左右(视油墨的特性而定)。
 (2)涂感光胶或贴毛细感光膜片后,网版要印刷面朝下进行干燥,若用感光胶制版的,则最后一次涂胶应落在印刷面上,有利于减小RZ值。印刷面每涂刮一次感光胶,则RZ值就比前一次减小50%。如果网模版上的感光层很薄,RZ值就大,会造成网点边缘不齐整,使龟纹产生的可能性增大。
(2)涂感光胶或贴毛细感光膜片后,网版要印刷面朝下进行干燥,若用感光胶制版的,则最后一次涂胶应落在印刷面上,有利于减小RZ值。印刷面每涂刮一次感光胶,则RZ值就比前一次减小50%。如果网模版上的感光层很薄,RZ值就大,会造成网点边缘不齐整,使龟纹产生的可能性增大。
(3)为提高网点边缘锐利度,在制版法中,应首选间接制版法,其次用感光膜片,尽量不用感光胶制版2。
本词条内容贡献者为:
王宁 - 副教授 - 西南大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国