

真空电弧凝壳炉(Vacuum arc furnace)真空电弧重熔炉的改型设备,简称真空凝壳炉。它是利用真空电弧炉的熔炼条件,采用可以倾动的浅底水冷坩埚、控制冷却水量使被熔炼金属在坩埚壁内形成一薄层“凝壳”,将被熔炼金属液与坩埚陷离,这样就避免了坩埚对活性金属液的沾污。
简介真空电弧凝壳炉(Vacuum arc furnace)真空电弧重熔炉的改型设备,简称真空凝壳炉。它是利用真空电弧炉的熔炼条件,采用可以倾动的浅底水冷坩埚、控制冷却水量使被熔炼金属在坩埚壁内形成一薄层“凝壳”,将被熔炼金属液与坩埚陷离,这样就避免了坩埚对活性金属液的沾污。而且可以形成相当大的熔池,熔炼结束时快速倾动钳垠将金属液注入锭模或铸型凝固。真空凝壳炉是克服了真空电弧炉不能铸型和真空感应炉有耐火材料柑涡对活性金属沾污的弊端,集两者优点面成的真空电炉1。
简史1950年美国发明了第一台小型(4.5kg)真空电弧凝壳炉。后来各国又出现了电子束凝壳炉、等离子体凝壳炉等,但常用的是真空电弧凝壳炉,简称真空凝壳炉1。
真空电弧凝壳炉结构真空电弧凝壳炉结构示意于图1。
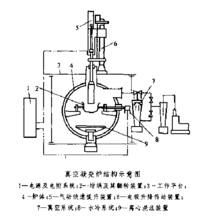
凝壳炉坩埚多采用水冷铜坩埚(根据需要也可采用带有水冷套圈的石墨坩埚)。熔炼真空度一般为5~5×10-1Pa。
真空凝壳炉熔炼时,电弧熔化自耗电极形成的液体金属聚集在水冷铜坩埚内。为了尽快地获得大量熔融金属,需使用较高的熔炼功率,但所供入的电流和由此引起的金属过热不应使在坩埚内壁上形成的凝壳熔化。当用自耗电极熔炼完所需要的金属量时,断开电源,并迅速倾转坩埚将液体金属注入锭模或铸型1。
自耗电极重熔一般说来,采用自耗电极重熔工艺时,使用较高的熔炼功率可以导致较快的熔化速率。而欲使水冷铜坩埚内壁凝壳保持一定的厚度,又要求坩埚内的液体金属保持一定的过热温度是比较困难的,可以将按所需金属量制成的自耗电极熔焊在一根钨棒上,这样当自耗电极材料熔完以后,利用熔池上方的钨棒作为一个非自耗电极,继续进行熔炼,并提高和调整液体金属的温度1。
真空电弧重熔在真空电弧重熔过程中,金属的熔化和凝固过程同时进行,由子在水冷铜结晶器内存在大的温度梯度,在这种条件下凝固会形成粗大晶体。而在真空凝壳炉熔炼中,金属的熔化和浇注完全分开进行,由于金属液面没有电极的阳极辉点,热场相对均匀,加之熔池发生搅动,促使铸件凝固时长大的晶体前沿形成过冷金属液,在该处出现补充的结晶中心,从而可以获得细晶组织,这是真空凝壳炉较真空电弧炉熔炼的又一优点。真空凝壳炉熔炼的铸件具有较高的机械性能。例如一般真空电弧炉熔炼的MT(Mo+0.5%Ti)合金的延伸率占为1%-2%,而用真空凝壳炉熔炼的同一合金的占为3%~5%1。
发展前景中国1964年开始研制小型真空凝壳炉,现已有容量为5、25、50、100和250kg的真空凝壳炉产品。许多国家已广泛应用真空凝壳炉,坩埚聚集的金属可达300kg以上,可以获得各种毛坯和成型铸件。真空凝壳炉熔炼可以用来熔炼和铸造钦和钦合金,也用它熔炼和铸造钨、钼、钽、铌等合金,还用以回收部分钛和钛合金废料1。
本词条内容贡献者为:
石季英 - 副教授 - 天津大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国