

网络加工(network process)是指利用压缩空气喷嘴(网络器)对长丝进行喷气吹络的加工过程。网络加工是喷气变形加工的一种。当丝条通过网络器的丝道时。受到与丝条垂直的喷射气流横向撞击,形成与丝条平行的旋涡流,这种旋涡流将丝条加速、开松、旋转和扭合,从而使丝条的单丝间产生不规则的交络、混合,形成缠结点(网络结点),制成抱合性和平滑性良好的网络丝。1
网络度单位长度(m)内的网络结点数称网络度,它是衡量网络加工效果和网络丝抱合性能的重要指标。网络度大小与丝条张力、压缩空气压力和丝条速度有关。最佳网络度为20~70个/m(涤纶网络丝)。利用预取向丝进行网络加工,可以增加单丝间抱合力,改善后加工时的退卷性,使拉伸变形加工时不产生毛丝、断头和松圈丝。利用拉伸丝和变形丝进行网络加工时,可以省去织造厂的并丝、加捻、上浆等工序,直接上机织造,不但简化了工艺,而且能减少含纤长丝的蜡状感和极光效应,使织物有毛感,不易起毛结球,具有独特的风格。
网络生成的原理如下图所示,当丝条通过网络器的丝道时,受到与丝条垂直的喷射气流横向撞击,产生与丝条平行的涡流,使各单丝产生两个马鞍形运动和高频率振动的波浪形往复。
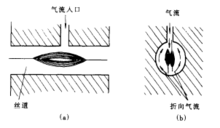
丝束首先开松,随后在网络喷嘴丝通道通过,折向气流使每根单丝不同程度地被捆扎和加速。丝道中间的丝条以最大加速度运动,靠近丝道壁的丝条在丝道内相汇合时,发生交络,缠结,产生沿丝条轴线方向上的缠结点。 由图b可清楚看出,两个折向气流形成的涡流给一部分丝条S捻,给一部分丝条Z捻,两个反向涡流交汇点,形成纤维的网络点。网络间距的大小和单位长度内的网络结点数取决于喷射气流对纤维产生的高频率振动频振动的频率取决喷射气流的强弱,也就是取决于压缩空气压力的大小。
网络器的类型和结构网络器的结构形式有封闭式单孔、双孔网络器和开启式单孔、双孔网络器等四种。单孔网络器是基本型,双孔型网络器是由单孔式改制的,其内芯比单孔式多两个环形凹槽,可以增大喷射气流对丝条的作用,从而增大加工范围。这种网络器结构复杂,较少采用,一般采用不同几何尺寸的单孔网络器。
封闭式网络器生头操作复杂,需用吸枪穿丝,但网络效果好,网络器制作简单。开启式网络器生头操作简单,适用于高速网络加工,但网络器的制造困难,且压缩空气耗量大。
典型的封闭式单孔网络器的结构如下图。网络器网络芯的进气口与外壳之间可任意旋转,丝道的出、入口端可互换,在相同的加工条件下,改变装配方式或角度,可得到最佳的网络效果。网络器丝道的总长度为33.3mm,直径2mm,压缩空气进入孔直径是1mm。网络芯两端的氧化铝陶瓷导丝器用粘结剂胶合。生头时用吸枪将丝吸入网络芯丝道。2

网络加工工艺条件对拉伸变形丝和常规纺变形丝进行网络加工,制取网络变形丝(网络低弹丝)的技术应用最广。除网络器的结构外,尚有压缩空气的压力、加工丝条速度、丝条进出网络器的角度,丝条张力和被加工丝条的纤度和油剂含量等影响网络效果。
1、压缩空气压力
压缩空气压力对网络丝的影响甚大,它除了决定网络丝网络结点的牢度之外,还影响网络度。在压缩空气压力较低的范围内,随压力的增加,网络丝的网络度迅速增加;而当压缩空气压力在3.5×105Pa以上时,网络度的增加逐渐缓慢,直至不再增加。这是由于当压力刚增加时,喷射气流对丝条的撞击力增加,丝道内的流体紊流加剧,从而使丝条产生的高频振动频率增加,丝条网络度随之增加,且网络结点的牢度高,不易松散;但压力增加到一定值后,丝条的高频振动频率接近临界值,因而网络度的增加逐渐缓慢,直到平衡值。
2、网络加工速度
在丝条的网络过程内,网络度随网络加工速度的增高而降低。这是由于丝条速度提高,而网络器中恒定气体紊流引起丝条振动的频率却不发生变化,单位时间内对丝条产生的网络度一定,从而使丝条单位长度上的网络点减少,网络度降低。
3、丝条张力和超喂率
在网络过程中,丝条的张力愈高,在高频气流冲击下,丝条产生的弦振动愈小,即丝条的开松和丝的旋转程度下降,从而使网络丝的网络度下降,这在高速加工网络丝时尤为突出。在压缩空气压力及采用的网络器均相同的情况下,常规纺低弹丝得到的网络度几乎比拉伸丝高1~2倍。这是由于小转子常规纺变形机的丝条张力及速度要比常规纺拉伸机低许多之故。3
本词条内容贡献者为:
耿彩芳 - 副教授 - 中国矿业大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国