

热压釜成型(autoclave molding)袋压成型法的一种。将铺叠物放在刚性模上,再包上弹性袋放入热压釜内。在热压釜密闭情况下将弹性袋内的空气抽出,再将蒸汽或热空气通入热压釜中,对成型物加热加压,使之完成硬化成型过程。该成型制品有较好的物理机械性能,主要用于玻纤增强不饱和聚酯塑料的成型。1
袋压成型借助弹性袋(或其他弹性隔膜)接受流体压力而使介于刚性模和弹性袋之间的增强塑料均匀受压而成为制件的一种方法。按造成流体压力的方法不同,一般可分为加压袋成型、真空袋压成型和热压釜成型等。
介绍热压釜是一个卧式金属压力容器,未固化的手糊制品,放入胶袋密封,抽真空,然后连同模具用小车推进热压釜内,通入蒸汽(压力为1. 5~2.5 MPa),并抽真空,对制品加压、加热,排出气泡,使其在热压前提下固化的一种工艺。
热压釜法生产周期短,产品质量高,能够生产尺寸较大、外形复杂的高质量和高机能复合材料制品。但产品尺寸受热压釜限制,目前国内最大的热压釜直径为2.5 m,长18 m,已开发应用的产品有机翼、尾翼、卫星天线反射器、导弹载人体、机载夹层结构、雷达罩等。此法的最大缺点是设备投资大、重量大、结构复杂等。
结构热压釜分为三大部分:机械部分包括釜体、底板与小车、气流控制装置、密封装置、安全装置等;功能部分包括加热、加压、抽真空及冷却等系统;控制部分包括温度、压力的手动和自动控制系统。
1、釜体
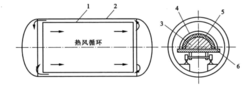
为圆筒形压力容器,封头压制成型,筒身用钢板卷筒焊制。通常筒身由内外筒组成,加热与冷却装置安装在内外筒之间。釜内装有风机,使空气通过内外筒涵道强制循环。内筒焊有底板,上置轨道和小车,制品放在小车上进出釜,如下图所示。
2、加热装置
可采用电加热和空气加热。电加热结构紧凑,方便易控,故应用普遍。电热件为管状加热器。
3、冷却装置
为缩短制品固化周期,通常需人工冷却,以提高设备利用率。由泵将冷却水注入釜内冷却水管,进行强制冷却。
4、 安全装置
釜上装有安全阀。釜门装有安全保险没备,保证打开釜门时,前釜内高温压力气体能先排出釜外,以防止造成事故。
为保证釜内压力稳定,热压釜工作时必须密封不漏气。为此,釜门、电风扇轴等都必须有良好的动静密封。
成型过程热压釜成型法部属于低压成型工艺的一种,其成型过程是用手工铺叠,即将增强材料和树脂(含预浸材料)按设计方向和顺序逐层铺放到模具上,达到规定厚度后,经加压、加热、固化、脱模、修整而获得制品。它们与手糊成型工艺的区别仅在于加压同化这道工序。因此,它们只是手糊成型工艺的改进,是为了进一步提高制品的密实度和层间粘结强度。2
特点优点:①产品两面光滑;②适用于聚酯、环氧和酚醛树脂;③产品质量比手糊大。其中,真空袋成型最大的优点有:没有气泡;树脂含量可控制,最低可到35%-40%;制品强度高,可重复性强,可作结构件;污染少,成型效率高,特别是厚制品可一次成型;制品厚度非常均匀。
缺点有:铺层较困难;对材料有一定要求,成本较高;辅料是进口的,占成本比重较大;有些形状无法应用。3
本词条内容贡献者为:
张静 - 副教授 - 西南大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国