

涂药焊条(flux-coated electrode;slag covered electrode)是指包有熔剂的金属焊条(电极)。焊接时,熔剂与焊条一起熔化,覆盖在液体金属表面上。防止其氧化。
简介采用光焊条焊接时,熔化金属吸收空气中的氧、氮等气体,发生氧化和氮化,不但引起焊缝金属化学成分变化,使焊缝强度降低,塑性、韧性变差,而且焊接过程不稳定,焊缝表面成形不良。为了改善焊缝质量和提高电弧稳定性,便在金属焊丝表面涂一定成分的涂药,这种焊条称为涂药焊条。1
水下电焊条和陆上用电焊条一样,由金属条芯,涂药和外涂防水材料组成,故名为涂药焊条。金属条芯是采用低碳钢,碳素钢、合金钢等材料;药皮有钛铁矿型、钛锰型和氧化钙低氢型等。一般水下焊条直径为4~8mm,长为350~400mm。目前主要应用上焊CH—1、上海特202及天津TSH—1等型号的水下焊条。水下涂药焊条手工焊一般采用直流反接法,即电焊条接电焊机的正极。
焊接方法的发展概况焊接是一种古老而又年轻的加工方法,远在我国古代就有使用锻焊和钎焊的实例。据记载,春秋战国时期,我们的祖先已经懂得以黄泥作助熔剂,用加热锻打的方法把两块金属连接在一起。到公元7世纪唐代时,已应用锡钎焊和银钎焊来焊接了,这比欧洲国家要早10个世纪。然而,目前工业生产中广泛应用的焊接方法却是19世纪末和20世纪初现代科学技术发展的产物。特别是冶金学、金属学以及电工学的发展,奠定了焊接工艺及设备的理论基础;而冶金工业、电力工业和电子工业的进步,则为焊接技术的长远发展提供了有利的物质和技术条件。1885年发现了气体放电的电弧,1930年发明了涂药焊条电弧焊方法,并在此基础上发明了埋弧焊、钨极氩弧焊、熔化极氩弧焊以及二氧化碳气体保护焊等自动或半自动的焊接方法。电阻焊则是1886年发明的,此后逐渐完善为电阻点焊、缝焊和对焊方法,它几乎与电弧焊同时推向工业应用,逐步取代铆接,成为工业中广泛应用的两种主要焊接方法。到目前为止,又相继发明了电子束焊、激光焊等20余种基本方法和成百种派生方法,并且仍处于继续发展之中。2
涂药焊条的特点在金属焊条心的外表有一层涂药;此獯中涂药是配制而成,在焊接时,由燃烧,汽化或熔化而产生惰性气体,因而可以保证焊条端及输送金属至焊接处;并且会产生熔渣以防止焊接后红热焊金和空气接触。
涂药的功用有:
(1)改进焊接成品的化学成份和物理性质
焊条涂有涂药时,可维持焊条心的原有成份;而且可由涂药来辅充新成份,例如有些成份,如钼和钒等,不易加入焊条心,但加入涂药则很方便,下表是使用无药及涂药焊条所得焊金的化学成份比较,使用无药焊条,焊金中氧氮成份增加很多,便是因为熔化金属和空气接触的缘故。
|| || 使用无药焊条及涂药焊条所得焊金的化学成份比较
(2)使焊接简易
一般涂药焊条涂药的消耗量比金属焊条心慢;所以焊接时,焊条心外面有突出的外壳存在,这种外壳使弧流射向一定,而且热量也较集中,因而减少热量损失和增高焊条端的温度,焊条焊件间空气易放电,再点燃所需电压亦可降低,故使用涂药焊条的结果,电弧容易产生,焊接进行时电弧不易间断,焊条也不会和基金粘黏,电弧长度改变的范围也可增大。
因为涂药有稳定电弧的作用,而且可以改变涂药的成份和分量来控制正负极热量的分布量,因而使交流焊接简易,故交流焊接应用广泛。一般来说,涂药愈厚,穿透亦愈深,故可以变换涂药厚度来适应各种不同需要。而且涂药为不良导体,所以涂药焊条可以在狡糟中或靠近边缘处工作,而不发生短路。
(3)增加焊接速率
因为涂药焊条的热量损失少,热量亦集中,故熔化速率增加;而且涂药焊条的弧性良好,可以用高电流及大焊条,则焊接速率更会大大提高。
(4)提供保护气体和熔渣
涂药中常含有有机物,此类有机物在焊接时产生的气体为一氧化碳,遮护电弧及熔化金属并隔离空气和消除氢氧,涂药除产生气体外,并含有矿物质,此类矿物质在焊接时产生熔渣,敷在熔化金属的表面,成为焊接处的保护层以防止氧化。1
分类按涂药的厚度,分薄涂药焊条和厚涂药焊条。薄涂药焊条的涂药厚度为0.1~0.5mm。这种薄的涂药只能起稳定电弧的作用,不能起掺合金的作用。所以也叫做电离焊条。由于薄涂药焊条不易操作,故使用不够广泛。厚涂药焊条的涂药厚度一般为0.5~2.0mm。这种涂药不但起稳弧作用,还能保护焊缝金属并对焊缝起掺合金作用,焊接工艺性能好,所以也叫做优质焊条。使用比较广泛。
焊条涂药由各种原料配成。涂药的原材料按其作用可分为:
(一)起稳弧作用的原料,如自垩、碳酸钾、金红石、钛铁矿、长石等。加温后生成活性离子,在焊接过程中起稳定电弧的作用;
(二)起造渣作用的原料,如锰矿石、大理石、金红石、钛铁矿、长石、花岗岩等。这些材料在焊接过程中,熔成熔渣浮在熔池表面,可保护焊缝金属不受空气影响,并保证熔融金属的化学成分;
(三)起造气作用的原料,如淀粉、大理石、木屑等。当这些材料熔化时在电弧周围形成气层,可以保护熔化的金属不受空气的有害影响;
(四)起脱氧作用的原料,如锰铁、硅铁、铝铁等。这些材料能与熔融金属中的氧生成熔渣浮出熔池;
(五)起掺合金作用的原料,如锰铁、硅铁、铬铁等。这些材料的一部分可以熔入焊缝金属,形成合金,可改变焊缝金属的化学成分和机械性能;
(六)起粘结作用的原料,如面粉、水玻璃、糊精、膨润土等。这些材料对焊接过程不起什么作用,主要是粘结涂药使其能牢固的涂到焊芯上。
经常是一种原料可同时起几种作用,比如大理石,它既可以起稳定电弧的作用,也可以改变在电弧周围形成的气层的性质,又能够改变熔渣的成分和性质。1
拓展焊条电弧焊是指用涂药焊条的手工操作的焊接,通常称为手工电弧焊。是利用焊条和焊件两极间电弧的热量来实现焊接的一种工艺方法。它的设备简单、操作方便、适合全位焊接,使用灵活方便,可以在室内、室外和高空等各种位置施焊,是过程设备制造广泛应用的一种焊接方法。
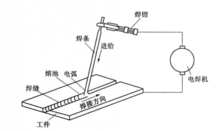
在锅炉和压力容器等设备制造中,手工电弧焊多用于设备内部附件的焊接和支座、接管与开孔补强等部位的焊接,对于单件生产的设备,其他焊缝也采用手工电弧焊。对于某些特殊类型的设备,如绕带容器,或空间位置焊缝较多,或短焊缝多等也主要采用手工电弧焊。有些压力容器的打底焊,也采用手工电弧焊。下图所示为手工电弧焊示意图。3
(1)装备
①手工电弧焊设备 目前国内手工电弧焊的设备有三类,分别为弧焊变压器(交流电焊机)、弧焊发电机(直流电焊机)和弧焊整流器(直流电焊机),三类手工电弧焊设备的比较见下表。
|| || 三类手工电弧焊设备比较
选择弧焊设备首先要考虑的是焊条涂层(药皮)类型和被焊接头、装备的重要性、例如,对于低氢钠型(碱性)焊条、重要的焊接接头、压力容器等装备的焊接,尽管其成本高、结构较复杂,但必须选用直流电焊机或弧焊整流器(即直流电源),因其电弧稳定性好,较易保证焊接质量。对于酸性焊条,一般的焊接结构,虽然交、直流焊机都可以脂,但通常都选择价格低、结构简单的交流电焊机。
另外,还要考虑焊接产品所需要的焊接电流大小、负载持续率等要求,以选择焊机的容量和额定电流。
②焊钳、焊接电缆 选择焊钳和焊接电缆主要考虑的是允许通过的电流密度。焊钳要绝缘好、轻便;焊接电缆应采用多股细铜线电缆(有YHH型电焊橡皮套电缆或YHHR型电焊橡皮套特软电缆),电缆截面可根据焊机额定焊接电流选择,电缆长度一般不超过30m。
③面罩 面罩是为防止焊接时的飞溅、弧光及其辐射对焊T的保护-具,有手持式或头盔式两种。面罩上的护目遮光镜片选择,镜片号越大,镜片越暗。
(2)焊条
①型号分类焊条型号根据熔敷金属的力学性能、药皮类型、焊接位置和焊接电流种类划分。
焊条型号编制方法如下:字母“E”表示焊条;前两位数字表示熔敷金属抗拉强度的最小值;第三位数字表示焊条的焊接位置,“0”及“1”表示焊条适用于全位置焊接(平、立、仰、横),“2”表示焊条适用于平焊及平角焊,“4”表示焊条适用于向下立焊;第三位和第四位数字组合时表示焊接电流种类及药皮类型。
在第四位数字后附加“R”表示耐吸潮焊条;附加“M”表示耐吸潮和力学性能有特殊规定的焊条;附加“-1”表示冲击性能有特殊规定的焊条。
②焊条标准我冈现行焊条标准主要有:GB/T 5117-2012《非合金钢及细晶粒钢焊条》;GB/T 5118-2012《热强钢焊条》;CB/T 983-2012《不锈钢焊条》。3
本词条内容贡献者为:
张静 - 副教授 - 西南大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国