

失重(秤)式给料机,它没有粉尘外逸,对环境没有污染;在此小计量范围的配料精度经专业人员设计可以确保。广泛应用于耐火材料领域。
简介在工业生产领域,动态配料秤的应用十分广泛,其主要有:定量皮带秤和失重(秤)式给料机。由于定量皮带秤在此小计量范围的配料精度不能确保。且防尘性(密闭性)上较差,直接影响产品的质量和环境;而失重(秤)式给料机,它没有粉尘外逸,对环境没有污染;在此小计量范围的配料精度经专业人员设计应可以确保。
失重秤属于动态配料秤,是以物料流量作为控制对象,它适用于物料连续供给的配料场合。凡是粒度较均匀的散状物料都可用失重秤进行配料。它的工作原理是当料斗向外排料时,仪表通过测量并计算单位时间内料斗中物料的重量之差与单位时间的比值从而得出物料的流量,此流量与设定点比较,如果存在误差,则仪表的PID调节系统改变控制信号的大小,从而改变给料设备的出料量,以使出料量与设定点一致。1
失重秤的组成秤上方为料仓用于存放物料,金属结构或混凝土结构都可以,保证能存储足够的物料以充分地向失重秤供料。失重秤不包括上部料仓,料仓由用户自备。
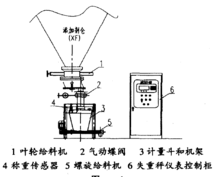
1、叶轮给粉机
叶轮给粉机用来把存放在料仓中的粉料,尽快、连续、均匀向计量斗供料。当计量斗中粉料到上限时,叶轮给粉机停止给料;当计量斗中粉料到下限时,叶轮给粉机开始给料。
2、气动碟阀
气动碟阀用来控制粉料向计量口内添加。气动碟阀停止运行时不能向计量斗内漏料。否则将影响失重秤的正常运行。
3、计量斗
计量斗是失重秤的重要组成部分,物料在计量斗内向称重传感器施加载荷,传感器将重量信号转变成电信号送至失重秤仪表。它的容积大小、外型机构、斗体的强度和刚性都会影响失重秤的计量性能。
首先,我们研究计量斗的容积大小对失重秤的影响。在失重秤工作过程中,当料斗内的物料达到低料位设定点时,仪表将控制闸门打开,向料斗加料。在加料过程中仪表将PID控制信号锁定在加料开始时的幅值上以维持配料的连续性,当计量斗内的物料达到高料位设定点时,仪表重新开始控制配料。在加料期间物料的密度将增大,因此在同样的控制幅值下,物料的流量也增大。为了更精确的配料,仪表还设有密度补偿功能,在加料期间,仪表适当减小PID控制幅值,以消除物料密度的变化。尽管如此,我们还应采取措施尽量减少加料时间并增大计量斗容积以减少加料次数。但计量斗的增大还受传感器和仪表分辨率的限制,失重秤测量流量是用单位时间内计量斗物料的重量之差与单位时间相比而得出流量的,为了使失重秤的反应迅速,单位时间的间隔应足够短,单位时间内计量斗物料的重量差值很小。电阻应变式传感器的分度数一般为4000~6000,其分辨率随着传感器量程的增加而降低。因此计量斗的容积应满足在最大流量下的卸料时间应在5~120min之间。大于3h的卸料时间失重秤的抗震性能大为降低,基本不能正常工作。另外在设计计量斗时应注意尽量提高物料净重占传感器总量程的比例,这样有利于提高失重秤的分辨率。
由于失重秤自身特点决定了它应工作在震动较小的环境下,而且自身不产生震动。我们知道散状物料不像水一样能保持表面的水平状态,在物料从计量斗不断流出时,会破坏物料的稳定状态,形成剧烈波动现像。剧烈波动之后物料又暂时达到一个新的稳定状态,然后又波动,如此反复必然会对失重秤产生冲击力,使流量产生波动。如果物料的流动性好,波动造成的影响可以忽略。如果物料的流动性不好,波动造成的影响必须予以消除。将相同容积的计量斗做成细长圆筒状效果会更好。另外计量斗下部的锥型部分其锥度应大于45。,这样可防止物料长时间堆积在出料口附近而结块,从而堵塞出料口。
4、称重传感器
称重传感器的性能直接影响着失重秤的性能,因此传感器应选择精度高、线性及重复性好、蠕变及滞后小、温飘小的传感器。传感器的量程应根据计量斗的容积和计量斗自重来选择,以有利于提高失重秤在低流量下的分辨率和流量反映速度。
5、给料设备
给料设备负责将物料从计量斗拖出,给料设备应有较宽的流量调节能力且运行平稳。给料设备一般常用电磁振动给料机和变频调速螺旋给料机。电磁震动给料机的优点是投资少、重量体积小、简单易维护。缺点是控制性能差。变频调速螺旋给料机具有优良的调速性能,流量与控制信号呈线性关系,而且运行平稳,尤其作为出料设备配料精度可达4-0.2% 。故设计选用变频调速螺旋给料机。
6、失重秤仪表
失重秤仪表选用XR2104B失重秤专用仪表,XR2104B是一种先进的智能型微机处理器控制仪表,功能强大,以人机对话的形式对仪表进行各项操作,界面友好,操作简单。设备外形布置见图1。1
技术参数(1)输出能力(kg/h):0~60
(2)有效容积(m3):0.061
(3)物料名称:添加剂
(4)物料容重(t/m3):1.0
(5)传感器规格(kg):50(9363)
(6)传感器激励(V AC/DC):10
(7)传感器数量(只/台):3
(8)称重控制器(只/台):l(XR2104B型)
(9)仪表供给电源:220V/AC/50Hz
(10)输入/输出(mA):4~20
(11)叶轮给粉机功率(kW):2.2
(12)螺旋给料机功率(kW):0.37
(13)系统误差:≤ ±0.5%1
操作1、手动操作
给料机接通主电源前,要注意检查各按钮开关位置,使之处于断开位置,在控制柜上使给料机工作方式选择开关(ISAI)处于“就地”位置,控制柜中的总电源开关1QF及其他断路器置于断开位置。检查机械秤体部分有无异物卡住或其它影响开机故障。
检查机械部分正常后,闭合开关“IQF”及“IQFI P9。此时螺旋给料系统控制柜内变频器得电,变频器上的LED显示相关信息。操作变频器面板可以显示输出端运转频率,电流、电压、线速度、转矩等相关参数,也可以显示变频器的输入状态。输入端连接是否错误或断线等信息,但此时现场的输送电机应不运转。在控制柜中给仪表送电:将“IQF2”置于“合”的位置,仪表XR2104B得电并有显示,流量为零。控制电源送电:将“IQF3”置于“合”的位置。此时运行前准备工作就绪,注意观察系统有无异常及故障情况,如有报警需检查故障原因并及时排除故障。设定变频器参数,使变频器操作方法设定在“端子信号操作”状态,频率设定命令设定在“键盘操作”状态。最高频率设置在50Hz,基本频率也设置在50Hz。
启动给料机:在控制柜上按下“输送机启动”(ISBI)按钮,螺旋给料系统IKAI继电器吸合,变频器启动信号闭合,此时给料机运行。输送机运行指示灯IHLI点亮。在变频器操作面板上按频率增大按钮使变频器输出频率增大,输出电压电流发生变化且现场电机的转速也发生相应变化。
启动气动闸门:给料机启动后,控制柜上按下“闸门开”(ISB3)按钮,2KA1继电器吸合,气动闸门打开;按下“闸门关”(1SB4)按钮,则气动闸门关‘闭。
仪表参数设定:在运行一段时间皮带驱于稳定后。可对XR2 104B仪表参数设定,如输入仪表小数点位置、秤的单位、秤容量、传感器容量及其灵敏度,低流量报警设定等原始参数(初次使用时需输入原始参数,正常使用时一般不要随便改变或重输入这些原始参数)。
PID自动控制的调整:首先将变频器的频率设定命令设置在“电压和电流输入”状态,XR2104B仪表处于“自动”状态,通过键盘设定给料量设定值,则系统进行自动恒量给料状态,适当调节PID参数,使系统响应快、超调小,达到最佳控制状态。XR2104B仪表根据给料量设定值,通过输出4~20mA信号控制变频器、自动调整皮带机转速,使动态流量尽可能接近设定值,同时仪表显示出控制误差值。
故障处理及信息显示:在控制柜上指示灯,分别代表电源指示、螺旋输送机运行指示和气动闸门开指示。出现故障,检查处理相应故障后方可再重新启动给料机。
2、自动控制
进入自动工作方式之前,请注意将所有给料机按上述类似的方法进行调试,只有经调试确认每台给料机完全工作正常后才可进行自动工作。需自动运行,系统全部送电,这时将控制柜上的操作旋钮旋到远程位置,此时螺旋给料系统的1KA0继电器吸合。在接收到远程启动信号后,输送机自动运行,气动闸门自动打开。
系统指示灯意义:系统电源指示灯亮,系统控制电路得电;输送机运行指示灯亮,输送机正在运行;气动闸门开指示灯亮,气动闸门打开。在接到远程停止信号时,系统将停止输送机,气动闸门将关闭。
由于国内耐火材料行业与国外发达国家的相比存在较大的差距,随着我国耐火材料行业的长足发展,预计小计量失重式给料机将会在此行业得到更多更广泛的应用。1
本词条内容贡献者为:
胡建平 - 副教授 - 西北工业大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国