

注射发泡成型技术为一次性成型法,生产效率高,产品质量好,适于形状复杂、尺寸要求较严格的泡沫塑料制品,同时也是生产结构泡体的主要方法。该工艺主要用于聚苯乙烯、ABS、聚乙烯、聚丙烯、聚氯乙烯、苯乙烯一丙烯酸共聚物、尼龙等品种,制品主要有轻质结构材料、工业制品,如用于冷藏箱、集装箱、线轴、容器、绝缘材料、隔音材料、隔热制品、家具、建材和仿木制品等。
简介注射发泡成型方法,是在聚苯乙烯树脂、丙烯腈-苯乙烯树脂、丙烯腈-丁二烯-苯乙烯树脂、聚乙烯树脂、聚丙烯树脂等中,添加偶氮二异丁腈、氮等不活性气体,以及丙烷、丁烷等作为发泡剂,加入到成型材料中,成型材料通过注射成型机的加热料筒熔融,注入到模具内,得到发泡制品。注射发泡成型与一般注射成型方法不同,它是通过压力控制,使加热料筒中的成型材料不发泡,加热料筒中的熔融成型材料,向常压状态下的模具中注射,注射出的发泡成型材料,通过自身发泡的膨胀力,充满模具型腔,得到发泡成型制品。因此,注射发泡成型对模具不需要大的注射压力,不需要非常坚固的模具。1
特点注射发泡成型的特点如下:
①成型制品的密度为0.2~1.g.cm3;
②可生产厚壁制品;
③能够得到高密度表层和低
密度芯部的发泡制品;
④可制作制品表面呈木纹状、大理石状花纹的发泡制品;
⑤比木材吸水率小;
⑥制品质轻,价格低廉;
⑦能够制成各种颜色的制品。
注射发泡成型,主要生产家具类、日用杂品类、工业零部件等。
分类1、低压法
低压法是在模具型腔中注入型腔容量60%~80%含有发泡剂的塑料熔体,由其膨胀充满型腔,冷却定型而制得发泡制品。该过程中模具一直处于较低压力(一般为1.4MPa~4MPa)状态,故称低压法。此种成型工艺的典型方法有美国碳化物公司的UCC法德国的TSG法和日本的SSF法及其他改进的方法。2
2、高压法
为克服低压发泡成型的缺点而发展了高压法。高压法的原理是让熔体充满模腔,待其形成不发泡皮层后,迅速增大模腔容积或抽出型腔中的部分熔体,从而建立发泡条件使芯部仍处于高温的熔体实现发泡,冷却定型后制得表面光洁的结构泡沫制品。由于注射充模时,熔体所受的压力比低压法高得多(约IOOMPa),故称为高压法。
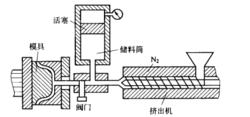
工艺设备注射发泡成型工艺主要设备是注塑机,由塑化注射装置、锁模装置和传动装置等部分组成。下图示出的是直接将N2注入塑化料筒的低压法(模腔压力较低)注射发泡成型装置。
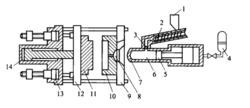
下图为高压(模腔压力较高)注射发泡成型装置。
注射发泡工艺主要是根据原料性能、成型设备结构和制品的使用要求来确定工艺条件,工艺过程包括原料配制、喂料、加热塑化、计量、闭模、注射、发泡、冷却定型、开模顶出制品及后处理等步骤。
工艺原理聚合物及各种助剂(含化学发泡剂)混合均匀后加入注射机的塑化料筒,加热塑化并进一步混合均匀。若用物理发泡剂,则发泡剂直接注入塑化段末混合均匀。然后高压高速注入模腔。塑料熔体进入模腔后因突然降压,使熔体中形成大量过饱和气体而离析出来,形成大量气泡。泡体在模腔中膨胀并冷却定型,最后打开模腔即可取出泡沫制品。
主要工艺参数(1)压力:包括注射压力、背压和模腔压力。
(2)温度:包括料筒温度和模具温度。
(3)注射速度:应全速注射,一般控制在零点几秒。3
本词条内容贡献者为:
张磊 - 副教授 - 西南大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国