

浇注发泡成型技术也是生产泡沫塑料的主要工艺方法之一。该工艺对物料和模具的施加压力小,设备和模具的强度要求低,制品内压力小,适于生产大型制品,且可现场浇注。但产品强度低,尺寸精度差,故不能制备结构件。
该工艺主要用于高发泡热固性塑料的发泡成型。在浇注过程中高聚物的缩聚反应与发泡成型同时并进,故在浇注前应对原料作充分混合,浇注时使流体和模具处于自由状态或只施加很小的压力。主要应用品种有聚氨酯泡沫塑料和脲甲醛泡沫塑料,另外还有酚醛泡沫塑料、聚乙烯醇缩甲醛泡沫塑料、环氧泡沫塑料和有机硅泡沫塑料等。1
简介浇注发泡是常用的成型方法。一半以上的硬质聚氨酯泡沫塑料是用此方法成型的。浇注发泡操作过程是:按配方比例,将各种化学原料均匀混合后,注入模具或制件的空腔(例如热水器内外壳体之间),在发生化学反应的同时进行发泡,制得硬质聚氨酯泡沫塑料。生产方法分为手工发泡与机械发泡。
浇注发泡成型过程块状硬泡手工浇注发泡的过程大致是这样的:将多元醇,发泡剂、催化剂等原料精确计量后置于一容器中预混合均匀,最后加入多异氰酸酯,立即充分混合。反应物料在达到乳白时间前注入模具,经化学反应并发泡后得到硬质泡沫塑料。在实验室,少量的低活性混合物可以用简单的搅拌器手工混合。但当物料多于500g时,最好用机械搅拌器混合。
在手工浇注生产块状泡沫中,一般也需使用搅拌器混合。搅拌器有螺旋桨式和涡轮式的。物料必须搅拌均匀才能注入模具,模具顶上常装有浮动盖板。浮动盖板的重量要合适,刚好能限制泡沫向上顶起就足够了。该工艺投资少,灵活性大,特别适用在配方经常改动或原料黏度比较大或原料体系需要加入填料的情况下的批量生产操作,原料中允许加入一定量的固体料或糊状物。这种简单工艺每小时每个模具可生产大约两块泡沫。而每块泡沫必须在泡沫上升终了以后至少留在模具中10~15min,以防止泡沫的强度不足而变形。通常还要保证3%一5%过填充量。这样,泡沫上升受到浮动盖板的限制,与自由发泡泡沫相比,泡孔结构更为均匀,各向异性程度减小。但这种工艺的缺点是原料损耗大,留在混合容器内的原料无法回收;劳动生产率低,劳动力费用高;手工操作化学原料,有一定潜在不安全因素。下图表示其生产过程。
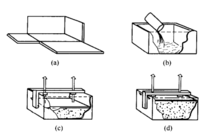
要克服上述缺点,得用发泡机混合与浇注物料。高、低压发泡机均可。发泡机代替手工操作,把原料按比例混合并注入模具或空腔,成为机械浇注发泡。反应物料要充分混合,同样在达到乳白时间前浇入模具中。经过大约10min(根据反应装置而定)固化后打开模具,取出泡沫块。通常,块状泡沫最少要熟化一周后再进行切割。机械发泡,反应物料乳白时间远比手工发泡短。因此,生产大块泡沫塑料,若采用高反应性原料体系,应选用大输出量发泡机。例如,若要生产密度为30kg/m3硬质泡沫塑料,模具尺寸为2mX1m×1m,需约66kg泡沫原料,若这些原料要在20s内注入模具,发泡机浇注量必须达到200kg/min。由此可见,要求的输出量是很可观的。2
浇注发泡成型原料聚醚和聚酯都能作为浇注发泡成型的原料,但应用较广的是聚醚多元醇。如甘油聚醚、三羟甲基丙烷聚醚、季戊四醇聚醚、木糖醇聚醚。山梨醇聚醚、甘露醇聚醚和蔗糖聚醚都能用于浇注发泡。多异氰酸酯原料一般使用粗MDI(即PAPl)。
由苯酐等原料或聚酯工业下脚料制得的聚酯多元醇,现已成为重要的聚氨酯硬泡原料。
多元醇与多异氰酸酯的配比是很重要的。按完全反应计,应控制异氰酸酯基与羟基摩尔比为1.00,考虑原料中水分所消耗少量异氰酸酯等因素,多异氰酸酯一般过量5%左右,即异氰酸酯指数是1.05左右。
配方中,如果多元醇偏多,所得泡沫塑料制品较软,高温下尺寸稳定性差;异氰酸酯指数过高,泡沫塑料硬而脆。浇注发泡成型的催化剂是以叔胺类化合物为主体,也可适当加一些有机锡类化合物。延迟性胺类催化剂对浇注成型硬泡工艺甚为重要。这类催化剂可提高原料体系的流动性,但不影响其固化性。
浇注发泡成型时,以前多选用一氟三氯甲烷(CFC-11)为发泡剂,所制得的制品热导率小。现在,国内聚氨酯硬泡行业大多选用HCFC-141b、环戊烷等发泡剂取代CFC-11。
工艺因素1、温度
浇注发泡成型过程中,原料温度与环境温度的高低及恒定与否,直接影响泡沫塑料制品的质量。环境温度以20~30℃为宜。原料温度可控制在20~30℃或稍高一些。
温度较低时,化学反应进行缓慢,泡沫塑料固化时间长;温度高,则化学反应进行得快,泡沫塑料固化时间短。温度过高或过低,都不易得到高质量的制品。对于船舶、车辆等大型制品现场浇注成型,难以控制环境温度时,应适当控制原料温度,并调节催化剂用量。
2、模具温度
羟基与异氰酸酯基反应是一个放热过程,放出的热量使发泡剂汽化而形成泡沫。模具温度的高低直接影响反应热移走的速度。模具温度低,发泡倍数小,制品密度大表皮厚;模具温度高则相反。为制得高质量的制品,一般情况下,模具温度控制在40~50℃范围内某一温度,并尽量予以恒定。
3、熟化温度和时间
化是指泡沫塑料固化后,在一定温度下放置的过程, 目的是让化学反应进行完全,得到良好的制品。在注入模具内发泡时,应在脱模前把制品与模具一起放在温度较高的环境中熟化。熟化温度越高,所需时间越短。熟化不充分,泡沫塑料强度达不到应有水平。原料品种与制件形状尺寸不同,所需的熟化时间与温度也不同。固化性能好的原料,几分钟即可脱模。
4、物料的混合
浇注发泡时,反应液在发泡机混合室内停留的时间是很短的,一般仅数秒。所以,混合效率是一个很重要的因素。根据反应液的性质(特别是黏度),选用合适的高效混合装置,以达到充分混合的目的。手工浇注发泡,搅拌器应有足够的功率与转速。反应液混合得均匀,泡沫塑料制品泡孔细而均匀;混合不好,泡孔粗而不均匀,甚至会在局部范围内出现化学配比失调的现象,大大影响制品质量。2
本词条内容贡献者为:
张磊 - 副教授 - 西南大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国