

辐射焊接(radiant heat welding)是指用特制的辐射加热器照射待焊的塑料件的表面,使其吸收辐射热熔融,然后贴合加压实现的连接的方法。主要用于热塑性塑料,特别是薄片或薄膜的焊接。
辐射焊接法可划分为红外焊接和激光焊接。与采用单色射线工作的激光焊接不同,红外焊接采用有限波长范围内的某个射线光谱。 1
红外焊接红外焊接是一种非接触式(无尘)对接焊接方法。它主要用于对焊缝质量要求极高的焊接任务。
除管道工程外,红外焊接主要用于无尘车间和超级无尘车间以及芯片制造和医疗技术/制药等工业领域。
优点红外焊接工艺流程与热元件焊接的相似,但待焊接工件仅通过吸收红外射线能量进行加热。与热元件焊接法相比,红外焊接法的优点如下:
1、辐射发生器表面不会出现材料黏附现象,因为焊接件与红外发生器之间没有直接接触÷
2、循环时间更短(因为塑化时间段较短)。
3、焊缝的外观更好(焊缝凸起小)。
4、加热仅限于焊接区(例如使用与工件轮廓相同的红外辐射器)。
与优点相对的当然也有缺点。热元件焊接法可通过熔化来补偿成型件公差,与之相比,红外焊接由于缺少补偿阶段,只能有限地补偿公差。
过程1、加热:加热并使成型件表面熔化(熔化阶段)。
2、转换:红外加热辐射器驶离焊接区。
3、对接:通过压力和位移控制系统施加对接力(高对接速度是焊缝质量的一个标准)。
4、冷却:熔化的焊缝范闱冷却凝固(距离与时问应尽可能呈线性关系)。2
塑料的激光焊接采用激光射线方法焊接塑料可使用特殊的大功率二极管激光发生器。用于塑料焊接的激光设备在结构类型方面与焊接金属的激光焊机区别明显。
优点激光焊接具有多种优点:
1、无接触(无材料黏附,更光洁的焊缝,无焊缝细毛/不形成微粒)。
2、精度极高,速度极快(高度自动化,经济性)。
3、适用于二维和i维轮廓(例如由工业机器人控制)。
4、极佳的焊缝强度和焊缝质量以及焊缝外观。
5、通过针对性很强的加热,使受热影响区很小。
6、无振动(工件无运动)。
激光焊接用途广泛。例如由于其受热影响区很小,它适用于电子元件和极小工件的焊接,原则上,任意形状和规格的工件均适用于激光焊接。由于激光焊接具有良好的自动化可隧性,它还可以用于汽车工业或容器制造业以及机器制造业等领域中大型结构件的焊接。
过程激光焊接过程可划分为4个阶段:
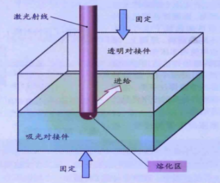
1、激光射线穿透透明的第一个对接件,到达吸光的第二个对接件。
2、吸光对接件的表面将寓含能量的激光射线转换为热能
3、通过两个已固定的对接件之间的接触,将热量传递给透明的对接件,使之同样熔化的对接件,使之同样熔化。
4、通过熔化产生的热膨胀施加焊接所需的焊接压力。这时,数秒钟之内即可在熔断部分产生焊缝。2
红外线辐射焊接薄膜红外线辐射焊接法,可用于聚氯乙烯和低密度聚乙烯。加热器是碳化硅粘土棒。末端镀金属,以利于电气接触。也可用电热石英管作加热器。这种方法的效率取决于薄膜接合处所能达到的温度,也就是说与薄膜材料所吸收的辐射热量有关。大多数塑料在辐射波长3微米时,其吸收能量最大,相应的表面温度约700℃。在焊接较薄的薄膜时,温升速度、最终所达到的温度,随铺在焊接处的衬垫材料的不同而不同。用压缩的灯烟或黑纸作衬垫材料,焊接效果较好。虽然该法速度低,商品化生产不够经济,但是对于不易焊接的薄膜却是很有用的。3
本词条内容贡献者为:
张磊 - 副教授 - 西南大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国