

流动熔焊(flow welding)是指热塑性塑料自身粘接的一种方法。常用热气焊接或热封等方法,将被粘塑料加热至流动温度以上,使其相互粘接。热气焊接是用气体加热枪加热塑料焊条(与被粘接塑料同性质)熔接至焊缝中,从而达到粘接;热封是用加热钳、加热辊以及高频加热等方法来粘接塑料薄膜。流动熔焊特别适用于聚乙烯、聚氯乙烯等热塑性塑料的板材、薄膜等材料的自身粘接。1
简介锌合金模具在制造时难免有时会出现局部缺陷,例如浇不足,局部气孔、缩孔、裂纹、损伤、局部过热熔化等等。当缺陷部位较大无法修复时则只能重新浇注,也就是重溶铸造。可是有些缺陷不是很大,也不是很严重的,但是不加修整又不能使模具正常使用,那么这时可以采用补焊熔接的办法加以修复。对大型模具例如大型覆盖件,如果只是局部修改设计,那么也可以采用补焊的办法进行垮接。目前有两种补焊方法,即直接熔焊和流动熔焊。这二种补焊,焊接后母材的性能不会有变化。当然除了正确选择焊接规范外i还必须掌握锌合金方面的专用焊接技术,才能得到理想的焊接效果。
流动熔焊步骤流动熔焊法指用熔化的合金直接、连续浇注在需要焊接的部位上称流动熔焊法。这种方法完全是利用锌合金熔点低的特点,使缺陷部位局部熔化将合金熔接在一起,热源是用熔化的锌合金液体,显然这种方法需要熔化一定数量合金,数量多少根据缺陷大小而定。
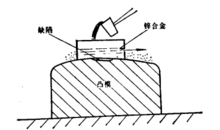
具体熔接步骤:将需要熔接的部位朝上在其缺陷周围做个砂框或模框,并在砂框的一定高度上开设一个溢流孔。然后预热母体锌合金至150℃左右,这时可将一定数量的锌合金熔液往缺陷部位浇注,连续不断。控制好浇注的速度,当然这时所用的熔化合金温度可以稍高一些,一般可在450~500℃,浇注速度控制在多余合金液体正好从溢流孔流出即可。这样一直进行到缺陷部位完全熔合,冷却后加工掉多余合金,仍然可以获得完整光洁的型面,效果相当理想。当然缺陷部位也是需要清理干净以保熔接质量。2
直接熔焊直接熔焊指采用氩弧焊或氧气焊,直接用锌基合金焊条进行补焊的方法,称直接熔焊,如下图所示。

焊接的方法步骤如下:首先将需要焊接部位用钢刷清理干净,除去合金表面氧化物。然后将母材预热到150℃左右,把焊枪对准焊接部位,使用5~8毫米锌合金圆焊条,蘸上焊药,一滴一滴地熔化在需要焊接的部位。由于锌合金材料导热性好,非常容易氧化成一层黑色的氧化物漂浮在上面,所以要控制好火焰及烧焊温度,堆聚熔焊时要精心操作。此外还需要有一定的焊接经验、焊接技术,因此在焊接前可以在小块锌合金块上进行模拟焊接练习,熟练掌握后再在零件上进行焊接,这样就更有把握成功。合金焊接后进行表面加工修整即可使用。
本词条内容贡献者为:
张磊 - 副教授 - 西南大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国