

电火花涂覆是利用电极材料与金属零部件表面的火花放电作用,把作为火花放电极的导电材料(如WC、TiC)熔渗于金属表面,形成表面合金化涂覆层的工艺方法,即是一种直接利用高密度电能对金属表面进行涂覆处理的技术。电火花涂覆能够有效地提高零部件表面的耐磨性、耐腐蚀性和耐热性等,而不影响基体内部的组织和性能,特别适于工模具和大型机械零部件的局部处理,广泛应用于电机、电器、机械、化工、轧钢等行业。1
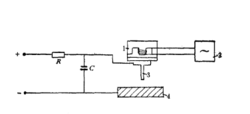
电火花涂覆的原理电火花涂覆是采用硬质合金、石墨、合金钢、钢或铝等导电材料作为涂覆时的工具电极,在空气或特殊气体中,与被涂覆的金属工件之间产生火花放电,直接利用火花放出的电能,使电极材料溶渗和转移到工件表层,在工件表面构成所谓强化层,从而改善工件表面的物理化学性能,提高金属表面的硬度、耐磨性或耐腐蚀性,延长工件的使用寿命。下图为电火花涂覆原理图。
电火花涂覆的用途电火花涂覆层有较高的耐磨性,所以在工业、农业、国防和科研等各方面均得到广泛的应用。主要用途如下:
(1)冲模、锻模、塑料模、弯曲模等模具的涂覆强化,通常使用寿命可提高1~2倍。
(2)切削刀具,如车刀、拉刀,铣刀、锯刃、丝锥、钻头和凿子等的涂覆强化,可延长使用寿命或提高切削速度。
(3)机械零件如凸轮、导轨、导轮、导柱、刮板、轧辊等蘑损部位的涂覆强化。在农机零件的修复方面,涂覆强化主要用予磨损量小韵尺寸恢复及提嵩修复部位的耐磨性。2
涂覆强化工艺1、规范的选择
涂覆强化层的厚度与采用的脉冲电压及放电时间有关。电压高,放电时间长,则涂层厚,光洁度低。所以,一般的强化机都有粗、中、精加工规准。在强化开始时采用粗规准,以提高强化层厚度;强化结束时采用精规准,以提高表面光洁度。
2、电极材料
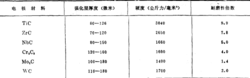
涂覆强化用电极材料多为各种合金和硬质合金。采用不同的电极材料可得到不同的效果。下图是采用不同的电极材料强化45号钢时的强化层的性能。
3、电火花强化的生产效率是以单位时间内所强化的面积来表示,如厘米2/分,或毫米2/秒。也有用强化单位面积所需时间来表示的,如分/厘米2,秒/毫米2。涂覆强化的生产率与设备的功率和频率有关,单个脉冲能量高,加工时脉冲放电频率高,生产率就高。当前设备所能达到的生产率一般在5分/厘米2或几厘米2/分。
4、强化操作
首先根据加工件的要求选择规准。选择适当的材料为电极,并将其夹持在振动杆上。强化时电极与工件要保持适当的压力,移动速度要均匀适当,移动方向如下图所示。
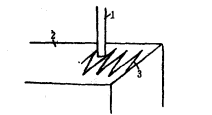
电极要与工件表面垂直或稍微倾斜,但不要正对工件的棱角,否则破坏棱角的锋利。强化开始时,火花呈黄色,且向四周强烈飞溅,然后火花逐渐变为蓝色,有微弱飞溅,说明已形成强化层。强化层应呈均匀细致的白色亮带。操作过程可重复进行。2
本词条内容贡献者为:
李勇 - 副教授 - 西南大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国