

超声波探伤法是利用超声能透入金属材料的深处,并由一截面进入另一截面时,在界面边缘发生反射的特点来检查零件缺陷的一种方法,当超声波束自零件表面由探头通至金属内部,遇到缺陷与零件底面时就分别发生反射波,在荧光屏上形成脉冲波形,根据这些脉冲波形来判断缺陷位置和大小。
介绍利用金属材料或构件自身及其缺陷的声特性对超声波传播的影响,来检测金属或构件内部缺陷的一种无损探伤技术。根据超声波声束在传播路径上被缺陷阻挡而形成的声影原理,1936年制成穿透式探伤仪。1940年,美国首先制出了反射式超声波探伤仪。超声波探伤技术广泛应用于电力、石油、铁路、航空、航天、化工、机械、冶金等工业部门。
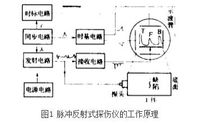
原理超声波是频率高于20 kHz的机械波,在介质中传播具有方向性。工业检验常用的频率为0.5~12 MHz。从超声波探伤的原理上分有穿透法、共振法和脉冲反射法三种。目前应用最广泛的方法是脉冲反射法。脉冲反射式探伤仪的工作原理如图1所示。电脉冲发生器产生高频电脉冲,加到由压电晶片制成的换能器(常称为超声波探头)上,换能器将电能转变成高频机械振动,机械振动透过声耦合介质 (通常为水或油)传入构件材料,并在其中传播形成超声波脉冲。超声波脉冲遇到缺陷或异质介面时,部分声能沿原路返回换能器,再转变成电信号。电信号经放大后显示在荧光屏上。根据反射波在荧光屏上的位置和幅度,即可确定缺陷在工件中的位置和缺陷的大致尺寸。
显示方式脉冲反射式探伤仪,按显示方式可分为A型、B型和C型显示。A型显示为荧光屏上纵坐标代表反射波的幅度,横坐标代表超声波的传播时间,荧光屏显示是脉冲波型。B型显示接收信号以亮点(或暗点)表示,纵坐标代表超声波传播时间,横坐标代表探头位置,荧光屏显示出缺陷在工件截面上的分布图形。C型显示则给出缺陷的水平投影图,但不能显示缺陷的深度。普通探伤仪都是A型显示脉冲反射式探伤仪。C型显示仪器上配以聚焦换能器,可以给出缺陷的存在范围,能较准确地测定缺陷尺寸。1
探头普通超声波探头都是采用压电晶片加阻尼吸声材料封装后制成。它发射的超声波集中于某一角度之内 (见图2)。从图2中可以看出,晶片附近除主声束外,还有数个副声束,而且主声束轴线上的声压是起伏变化的,出现几个极大值,这一区域称为近场区。近场区不太适合于探伤。近场区以外为远场区。在远场区中,声束轴线上的声压随至探头的距离增加而单调变化。采用声透镜或球面晶片可会聚声束,制成聚焦探头。2

波型超声波有纵波、横波、表面波、板波和爬波等波型。当超声波在一介质中传播到界面或遇到另一介质时,将发生声波的反射、折射及波型转换现象。反射波的反射角,折射波的折射角与入射波的入射角之间的关系,遵守几何光学中的反射定律和折射定律。当第二种介质为固体时,折射波分离为折射纵波和折射横波。使折射或反射的折射角或反射角为90°的入射角,称为临界角。普通压电晶片发射的超声波一般为纵波,通过波型转换,可获得需要的横波、表面波或其他波型。横波波长约为同频率纵波波长的1/2,探伤灵敏度较高。表面波能量集中在工件表面附近传播,特别适合于检查表面裂纹。
技术指标超声波探伤最重要的两项技术指标是探伤灵敏度和缺陷分辨率。灵敏度是指在特定的仪器和探头的条件下,可发现的最小缺陷尺寸。分辨率是指仪器和探头可区分开相邻两个缺陷的能力。
标定为了校验调整仪器和标定缺陷尺寸,常用与被检构件材质相同或相近的材料加工成带有人工模拟缺陷的样块作为参考试块,经主管部门认可的称为标准试块。
从缺陷反射回换能器的超声波能量,不仅与缺陷尺寸有关,而且与缺陷的位置、性质、形状以及方向有关。后者多为需检验的未知数。因此,超声波反射法不能准确地给出缺陷的真实尺寸。超声波探伤采用“当量尺寸”这一术语。当缺陷的回波声压与同样探测条件下一个人工缺陷的回波声压相等时,该人工缺陷的尺寸即称为所发现缺陷的当量尺寸。确定当量尺寸采用试块比较法,也可绘制定量曲线备查。常用的定量曲线有“距离-振幅校正曲线”和“归一化的距离-振幅当量尺寸曲线”(简称DGS图)。实践表明,真实缺陷尺寸常为当量尺寸的1~3倍,个别情况可能更大。近年来开发并投入使用的聚集探伤和超声波成像技术,可以有效地测量真实的缺陷尺寸并获得缺陷的图像。
适用范围只要不是多层多孔材料,几乎均可用超声波检验,它可以判断多种构件的多种缺陷。超声波探伤可检验的构件厚度大,灵敏度高,尤其是对检验运行构件的裂纹更有效,在电力工业中已成为保证电力设备安全运行的重要检验手段。例如汽轮机汽缸、调速汽门、主汽门及管道法兰的高温紧固螺栓,长期在高温高应力条件下使用,容易产生裂纹,利用超声波可实现不拆卸检验; 汽轮机叶轮轴向键键槽,承受很大的切向应力和径向应力,长期运行后容易产生裂纹,使用斜探头横波探伤法,可以检出并较准确地测定其尺寸。汽轮机转子和发电机转子中心孔表面运行中所受应力很大,用聚集超声波探伤从中心孔对转子进行缺陷的检查。采用横波、表面波和纵波可以不拆卸检验多种叶片的根部和工作面裂纹。超声波探伤还广泛用于锅筒、联箱、管道等焊缝的质量检验,以补充因射线检验的厚度小、裂纹容易漏检的不足。近几年研制成的半自动与自动探伤仪,成功地实现了从汽轮机转子中心孔全面检验转子质量,以及对叶轮的自动探伤和对发电机护环、铸造三通阀门等部件的超声探伤。
本词条内容贡献者为:
王沛 - 副教授、副研究员 - 中国科学院工程热物理研究所
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国