

介绍
随着冶金技术的不断发展,电弧炉炼钢法逐步由电炉独立冶炼发展成电弧炉—炉外精炼炉双联的两步炼钢工艺。在电弧炉内完成熔化、氧化甚至只完成熔化、升温任务,即将初炼钢液倒入精炼炉(钢包)内,由精炼炉完成脱氧、脱硫及合金化等任务。在这里,出钢是两步化炼钢的中间环节,氧化性炉渣不宜随钢液带入精炼炉。也即传统的钢渣混出的出钢法不能满足炉外精炼技术的要求,由此引发了多种电弧炉无渣出钢技术的开发和应用。较重要的有虹吸出钢法、中心底出钢法和偏心底出钢法3种,其中又以偏心底出钢应用最为广泛。1
电弧炉炼钢利用电弧的热效应加热炉料进行熔炼的炼钢方法。交流电通过3个石墨电极输入炉内,在电极下端与金属料之间产生电弧,利用电弧的高温直接加热炉料,使炼钢过程得以进行。电弧炉炼钢以废钢为主要原料,根据炉衬材质和造渣材料不同,有碱性法和酸性法之分。最常用的是碱性法。电弧炉炼钢以电能作热源,避免了气体热源所含硫分对钢的污染;操作工艺灵活,炉渣和炉气均可调控成氧化性或还原性;强还原性可使炉料中所含的贵重元素铬、镍、钨、钼、钒、钛等极少烧损;炉温高、易控制;产品质量高。
电弧炉炼钢的基本工艺包括扒渣补炉、装入金属炉料、送电、熔化、氧化、还原精炼和出钢。按照所冶炼钢种特点的不同,可有不同的操作方法,传统的工艺主要是具有熔化、氧化、还原三个期的操作,还原期采用扩散脱氧和沉淀脱氧,需造白渣或电石渣,每炉冶炼要3~4h,电耗高达600~700kWh/t。随着技术的不断发展,电弧炉炼钢工艺也发生了很大变化,熔化期采用辅助能源加速熔化,如喷吹油—氧、天然气—氧或煤粉—氧,每炉熔化时间缩短了15~20min,电耗可减少50~60kWh/t;氧化期采取提前脱磷、强化用氧、喷粉造泡沫渣、快速升温等措施,可使氧化脱碳量从传统工艺的0.3%降低到0.1%~0.15%,从而氧化期可缩短时间50%以上。还原期则将传统工艺中的扩散脱氧为主改为沉淀脱氧为主,扩散脱氧为辅,不仅能达到预期的精炼效果,钢质量有保证且缩短还原时间60%以上。工艺的改进在钢水质量得到保证的同时,生产率亦随之提高20%左右,电耗降低10%~15%,电极消耗降低8%左右,取得可观的经济效益。
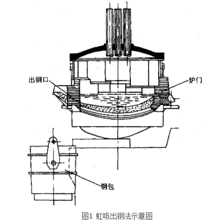
虹吸出钢法20世纪70年代末期,联邦德国克虏伯钢公司(Krupp Stahl AG)开发了一种简易的钢渣分离技术,即根据虹吸原理,把电弧炉原水平出钢口改为倾斜式,出钢口炉内端埋入钢液内一定的深度,炉外端高于钢液面,如图1所示。出钢口与水平面成18°~30°倾角,出钢时炉体倾倒约20°~30°,工艺上采用留钢留渣操作,留钢量约为10%左右,留渣效果普遍可达90%以上。80年代虹吸出钢技术在欧洲得到了较为广泛的应用。
中心底出钢法为了扩大炉壁水冷面积,提高炉体寿命,德国曼内斯曼—德马克公司(MANNES-MANN-DEMAG AG)和蒂森特殊钢公司(ThyssenEdelstahlwerke AG)合作开发了中心底出钢技术并获成功,第1座中心底出钢(CBT)电弧炉于1979年投入生产。它的出钢口设在炉底中心部位,取消了原出钢槽,并且出钢口向下,从而使出钢时的水平抛物线钢流改变为竖直向下的钢流。这一技术是电弧炉出钢法的重大改进。尽管出钢时不需摇动炉体,炉壁的水冷面积得到最大值,但却由于出钢时产生涡流而不能实现完全无渣出钢,故应用不广。
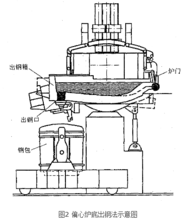
偏心炉底出钢法曼内斯曼—德马克和蒂森两公司与丹麦特殊钢厂合作,在中心底出钢的基础上,开发了偏心底出钢(EBT)技术。即在炉底后部增加一个鼻状出钢箱,把出钢口系统置于出钢箱的下部(如图2)。第1座偏心炉底出钢电弧炉于1983年在丹麦特殊钢厂投产。因偏心炉底出钢电弧炉具有摇炉角度小(约12°),留钢量控制准确,留渣效果最佳等特点,立即得到了广泛的应用。到1990年世界上采用这一技术的电炉已超过50座。
其他无渣出钢技术(1)美国怀汀(Whiting)公司侧面炉底出钢系统(SBT),类似于虹吸出钢法,但出钢口是采用塞杆开闭的;
(2)加拿大恩普科(Empco)公司开发的水平无渣出钢系统(SF—HOT),类似于偏心炉底出钢系统,但出钢口采用水平布置,出钢钢流控制借助于滑动水口进行控制;
(3)美国富奇(Fuch)公司开发的一种偏心炉底出钢系统(OBT),类似于中心底出钢法,但出钢口偏离炉底中心线一定距离,出钢口布置相当于在EBT电炉出钢箱与炉底接触处,但没有出钢箱。2
应用效果各种无渣出钢技术在生产上的应用效果不尽相同,但其主要效果可概括为6个方面:(1)因炉渣留在炉内,加入钢包中的合金元素的收得率高,Mn可达95%,Si可达90%,钢包渣线部位耐材寿命提高5%;(2)精炼炉的精炼效果加强,钢液成分均匀、稳定,杂质元素、气体及非金属夹杂物含量大大降低;(3)出钢快、钢流集中,出钢时,钢流垂直向下,钢包接受钢水时可用带孔的钢包盖盖住,使出钢时热损失减少,因此出钢温度也可以降低;(4)出钢时电炉倾炉角减小,炉壁水冷面积增加,耐火材料消耗降低。并且软电缆的长度可以缩短;(5)因留钢留渣操作,熔化期电弧稳定;并因提前形成熔池,缩短了冶炼时间;(6)因留渣操作,降低了渣料消耗和化渣能耗。
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国