

实时补偿控制(Real-time compensation control)是指同时具有补偿控制和实时控制特点的控制方法,即基于不变性原理组成的能够在确定的时间内执行计算或处理事务并对外部事件作出响应的一种现代工业生产的过程控制。
实时补偿控制技术取得初步成功,但现在的补偿模型还较为简单,目前的补偿模型是在回归分析最小二乘法温度因素模型基础上所做的补偿系统,基于与磨床的控制系统的匹配和补偿的实现所做的初步研究和试验,今后在此基础要进行诸如热补偿的鲁棒性研究,及基于更复杂的分析方法上的补偿模型的建立,利用补偿器编制更为复杂精度更高的数学补偿模型来达到更为理想的补偿效果。
实时控制实时控制(Concurrent Control)现代工业生产的过程控制。实时系统是能够在确定的时间内执行计算或处理事务并对外部事件作出响应的计算机系统。1
实时系统可以分为实时控制系统和实时信息系统,两者的主要区别一是服务对象,二是对响应时间的要求。实时控制系统通常是以计算机为中心的过程控制系统,也称为计算机控制系统。
实时控制以直接监督工作方式、在工作进行中便执行控制,同时修正行动,改正问题偏差,例如飞机的定位系统。随着工业现代化的发展 生产规模不断扩大 生产工艺日趋复杂 不但要求系统有优越的控制性能、 良好的性能 /价格比 还要求高可靠性、 灵活的构成方式和简易 的 操 作方法 因而等找更有效的控制系统。
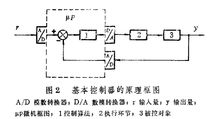
基本控制器最主要的特征是它的实时性 所谓 “ 实时” 是指微机对输人信息以足够快的速度进行处理 并在一定时间内作出反应或进行控制 超出了这个时间 就失去了控制的时机 控制也就失去了意义。2
实时系统(Real Time System)是另一类特殊的多道程序系统,它主要应用于需要对外部事件进行及时响应并处理的领域。
实时系统可以分为实时控制系统和实时信息系统,两者的主要区别一是服务对象,二是对响应时间的要求。实时控制系统通常是以计算机为中心的过程控制系统,也称为计算机控制系统。它既用于生产过程中的自动控制,包括自动数据采集、生产过程监测、执行机构的自动控制等等。也可以用于监测制导性控制,如武器装备的制导、交通控制、自动驾驶与跟踪、导弹火箭与航空航天器的发射等。这样的控制系统根据控制的对象的不同,还可以分为开环控制和闭环控制。实时信息系统通常指实时信息处理系统,它可以是主机型多终端的联机系统,也可以是远程在线(Online)式的信息服务系统,还可以是网络互联式的信息系统。
作为信息处理的计算机接收终端用户或者远程终端用户发来的服务请求,系统分门别类地进行数据与信息的检索、查找和处理,并及时反馈给用户。实时信息系统的开发都是与具体的应用领域分不开的,例如,航空订票系统、情报检索系统、信息查询系统等。
补偿控制基于不变性原理组成的自动控制称为补偿控制,它实现了系统对全部干扰或部分干扰的补偿。 按其结构的不同, 补偿控制系统一般有前馈控制系统和大迟延过程系统两种。补偿控制系统广泛应用于工业生产过程、医学、心理学、军事、电机、计算机等领域。
前馈控制是以不变性原理为理论基础的一种控制方法, 属开环控制系统。 常用的前馈控制系统有单纯前馈控制系统、前馈 -反馈控制系统和前馈 -串级控制系统等三种结构形式。大迟延系统的解决方法很多, 最简单的是利用常规控制器。主要采用常规 PID 的变形方案,如微分先行控制方案和中间微分控制方案等。
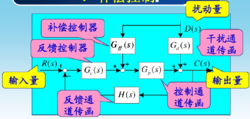
分类前馈补偿(1)按控制量补偿:将控制输入量R(S)经过处理(Gc(S))后,直接向前传递,并与主控制器的输出进行叠加。控制信号直接作用到被控对象,构成开环控制的补偿。
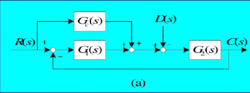
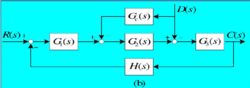
(2)按扰动量补偿:将系统的扰动输入量D(S)经过处理(Gc(S))后向前传递,与主控制器的输出进行叠加。增加扰动信号的前向通道,利用双通道原理来补偿干扰。
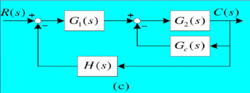
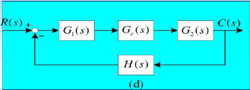
即反馈校正,在主控制器反馈回路中增加一个控制器。
即串联校正,将补偿器与主控器串联起来。
设被控对象受到干扰 Di(t) 的作用时,被控变量 y(t)的不变性可表示为:当 Di(t)≠0 时,则 y(t)=0 (i=l,2,…,n) ,即被控变量 y(t)与干扰 Di(t) 独立无关。基于不变性原理组成的自动控制称为补偿控制, 它实现了系统对全部干扰或部分干扰的不变性,实质上是一种按照扰动进行补偿的开环系统。
补偿控制首先求出满足性能指标的控制规律,然后在系统中增加补偿控制器,来改变控制器的响应,从而使整个系统获得期望的性能指标。
前馈控制前馈控制是按扰动量的变化进行控制的,是一种扰动补偿或按扰动控制,是一种开环控制,如图1。
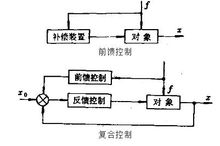
根据不变性原理(即扰动补偿原理),要实现扰动补偿,就必须使用补偿装置,使扰动点与被控量之间具有两个通道,并且使与动态特性的大小相等,符号相反,才能实现完全补偿。如果两个通道仅放大系数相等,则仅能实现静态补偿。通常,前馈控制不单独使用,而是与反馈控制同时使用,即组成复合控制系统,同时按偏差与按扰动调节。
前馈控制的控制原理及缺点系统出现扰动时,立即将其测量出来,通过前馈控制器,根据扰动t的大小来改变控制量,抵消或减小扰动对被控量的影晌。被控量的偏差并不反馈到控制器,而是将系统的扰动信号前馈到控制器,故称前馈控制。
前馈控制是开环控制,在控制过程中不测取被控参量信息,只对指定的扰动量进行补偿;对指定的扰动量,由于数学模型的简化、工况的变化及对象特性的漂移,很难实现完全补偿;系统的干扰因素较多,若对所有的扰动进行测量井采用前馈控制,增加系统的复杂程度,而有些扰动量无法测量,不可能实现前馈控制。
引入前馈控制的原则在系统中引入前馈控制应遵循的原则:
(1)系统中的扰动量是可测不可控的。若干扰不可测,前馈控制无法实现。若干扰可控,可设置独立的控制系统予以克服。
(2)系统中的扰动量的变化幅值大、频率高。高频干扰对被控对象的影响很大,易导致持续振荡 。采用前馈控制,可以对干扰进行同步补偿控制,获得较好的控制品质。
(3)控制通道的滞后较大或干扰通道时间常数较小。
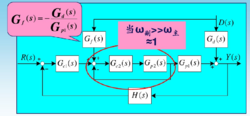
动态前馈控制当被控对象的控制通道和干扰通道的传递 函数不同时,或对动态误差控制精度要求很高的场合,必须考虑采用动态前馈控制方式。
动态前镶控制的原理是:通过选择适当的前馈控制器,使干扰信号经前馈控制器至被控量通道的动态特性完全复制对象干扰通道的动态特性,但符号相反,以实现对干扰信号的完全补偿。动态前馈控制可使系统静态偏差等于或接近于零,又可使系统的动态偏差等于或接近于零。
前馈-反馈控制前馈控制器用来消除主要扰动量的影响;反馈控制器则用来消除前馈控制器不精确和其它不可测干扰所产生的影响。
如果被控对象的主要干扰频繁而又剧烈,而生产过程对被控参量的精度要求有很高,可以考虑采用前馈一串级控制方案。
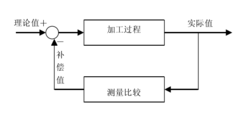
闭环反馈补偿控制如图所示,在机械加工过程中直接补偿实际测量值和理论值之间的误差。由于反馈信息来自最后检测的工件尺寸,所以可消除各种误差,但是这种方法需要有像激光测微仪等高精度尺寸检测装置。但这种装置是非常昂贵的,且很难在加工过程中对有复杂外形或内部结构的工件实时检测,无法应用于工厂实际生产。
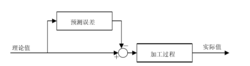
开环前馈补偿控制如图所示,利用预先求得的加工误差数学模型,预测误差而进行补偿。但这必须有一个符合工程要求和实用的误差模型进行预测,而且要求系统不受外界因素所干扰,否则不能进行正确地预测加工误差。但是,开环前馈补偿系统很难做到系统不受外界因素所干扰,故这种控制方式也难以应用于实际生产。
半闭环前馈补偿控制如图所示,选择几个比较容易检测,又能表征系统状态、环境条件的参量作为误差数学模型的变量,建立加工误差和这些参量的并反映规律的关系式。作为半闭环前馈补偿,选择正确、合理、实用的参量是建立补偿模型重要的一步,此误差补偿控制系统的关键在于保证加工误差估计模型的高度准确性。
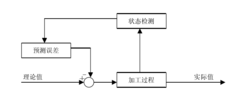
比较以上三种补偿系统,闭环反馈补偿控制系统的优点是补偿精度最高,而缺点是系统制造成本也最高;开环前馈补偿控制系统的优点是系统制造成本最低,而补偿精度也最低;半闭环前馈补偿控制系统的功能与价格比最佳,故根据我国的具体情况,以经济、技术、实用和精度等综合考虑,选用半闭环前馈补偿控制系统是相对最优的控制方式。
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国