

简介
工业生产过程自动化系统经过长期不断的发展,特别是在充分利用计算机技术的基础上取得很大的进步,在生产过程中已发挥其重要作用,成为生产过程安全稳定自动化运行不可缺少的工具。
工业自动化就是工业生产中的各种参数为控制目的,实现各种过程控制,在整个工业生产中,尽量减少人力的操作,而能充分利用动物以外的能源与各种资讯来进行生产工作,即称为工业自动化生产。
工业自动控制系统通过工业控制计算机对传感器及局域网所采集的各种信息的归纳、分析、整理,实现信息管理与自动控制的一体化.并通过权限认证确保了信息的安全。1
系统功能模块上位机信息管理系统包含HMI、组态控制、状态监视、数据分析、数据管理、参数设置、故障报警、报表输出8个模块,各模块关系如图所示。
各模块功能如下:
①HMI。所谓HMI就是人机界面。它所要实现的功能就是让操作人员通过界面上的各个仿真按钮或开关图素进行操作控制,并用各种图素属性的变化来直观反映操作效果和现场状态;
②数据分析模块。主要完成从预报系统中提取数据并进行分析,分析由下位机采集并传输给上位机的各分支电流值、电压值和光照度值;
③组态控制模块。根据系统时间、实时采集客车信息和个参数值按照控制算法及预先设置的参数进行组合判断。输出组态控制指令到下位机;
④状态监视模块。主要判断采集的电流、电压值是否在界限以内,如过界则输出报警到错误报警模块;遇到网络故障、PLc供电不良、各支路控制不正常等情况,输出报警到错误报警模块;
⑤错误报警模块。对于从状态监视模块输入的错误报警采用多媒体方式(视频、语音)进行报警、及时通知组态控制模块,确保安全,并分析故障点,以供参考;
⑥参数设置模块包含权限认证,只允许有权限的操作人员对系统工作参数进行调整或修改,并通过口令系统和设置操作权限防止非相关人员随意变更系统参数,以提高系统安全性;
⑦数据管理模块。采用开发平台内嵌的报表和数据库管理系统。可实现实时数据和历史数据的数据查询、向报表输出模块提出报表的生成和打印请求;
⑧打印输出模块。从历史数据库中提取用户所需数据,并据用户要求进行均值、最大最小值、求和等运算,并填充至规定格式的报表栏目中。1
故障检测及诊断随着生产和科学技术的发展,自动控制系统变得越来越复杂。人们不但希望能对其进行良好控制,而且希望能进行实时监测,及时处理故障。这就提出了自动控制系统的故障检测与诊断问题,促进了故障检测诊断的理论研究和应用开发
所谓“故障”是指系统所处的一种非正常工作状态,此时系统的性能明显低于正常水平,难以或根本无法完成预期的功能。在此情况下,可以针对该系统的特点,故障的类型和特性,设计一个附加机构,通过对系统输入输出量的测量分析和处理,提供故障的有关信息,从而使操作者对系统的运行情况有正确的了解,以保证系统安全可靠地运行。这样的机构就称为故障检测与诊断机构。
故障检测和诊断机构与系统的信号联系如图所示。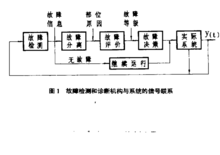
基本内容系统故障检测与诊断的基本内容,主要包括四个方面:
1)故障检测。尽可能早地检测出超过预定范围的影响输出的过程参数过程状态或特征量。
2)故障分离。根据检测到的故障信息,寻找故障源,确定故障部位及类型。
3)故障评价。根据故障源的部位,分析估计故障对系统性能指标功能的影响,给出故障等级。
4)故障决策。根据故障评价的等级,对系统作出早期报警、紧急报警、修改操作或控制,甚至停机进行维修等相应决定。2
硬件冗余方法测量仪表(或称为传感器)是自动控制系统的重要组成部分,其故障检测与诊断问题一直是人们研究的重点。在各种检测与诊断测量仪表故障的方法中,“冗余原理的方法占主要地位。
对于高可靠性要求的系统,可采用3只(或更多)同类型仪表并行测量同一变量来提高测量的可靠性。这一原理同样适用于测量仪表的故障检测与诊断由于需要多只仪表,所以称为硬件冗余。在一组三倍冗余的仪表中,如果某一只仪表的输出信号与其他两只明显不同,则显然是该仪表发生了故障。由于随机扰动的影响,仪表误报警率是较高的。为克服这一缺点,R.B.Brocn提出了有记忆表决的方法其基本思想是建立以下式为目标函数的状态估计器
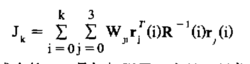
这是一种通过逐渐减小加权因子而将发生故障的仪表从信号上予以切除的方法。由于它考虑了所有K时刻以前各仪表输出的差异情况,所以故障检测与诊断的结果很可靠。
生产实际中具有三倍冗余硬件的仪表系统是不多见的。J.C.Deckert等人以F-8DFBW飞机的仪表系统为背景,研究了两倍冗余仪表系统的故障检测与诊断问题“,以更复杂的算法作代价,使系统的硬件成本得到了降低。当系统存在随机干扰的时候,kalman滤波器可以用作测量仪表的状态估计器。2
统计模式识别方法统计模式识别框图如图所示。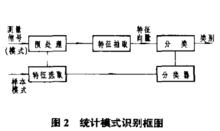 该方法首先对测量信号(模式)进行预处理,同时选择已知类别的样本模式的特征,根据所选择的特征,对预处理后的测量信号进行特征抽取,得到更简捷、维教较低、又能携带大部分测量信息的特征向量,最后采用分类器,通过对特征向量的分析,识别出模式的类别。
该方法首先对测量信号(模式)进行预处理,同时选择已知类别的样本模式的特征,根据所选择的特征,对预处理后的测量信号进行特征抽取,得到更简捷、维教较低、又能携带大部分测量信息的特征向量,最后采用分类器,通过对特征向量的分析,识别出模式的类别。
统计模式识别技术不需要数学模型就可对故障进行早期检测于是,在统计数据少、预测变量多地场合该技术难以胜任。2
参数/状态估计方法系统的一般结构如图所示。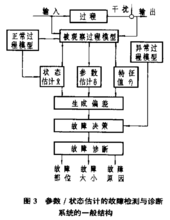 这种方法需要三个先验的知识源:正常过程的模型,被观察过程的模型和异常过程的模型。为检测故障,可采用三种方式,即:状态估计、参数估计和特征值计算,分别求出被观察过程的不可测的状态x、参数θ和特征值η的估计值,并通过它们与正常过程模型的相应量的偏差,同由异常过程的模型生成的故障特征(即由故障所导致的状态、参数和特征值的变化方向和大小)进行匹配,如果匹配成功,说明发生了故障;进行故障诊断,确定故障的位置、类型、大小和原因。这种方法已用于电机—离心泵水管系统的故障诊断,在蒸馏塔、热交换器和反应器等装置中也得到应用。
这种方法需要三个先验的知识源:正常过程的模型,被观察过程的模型和异常过程的模型。为检测故障,可采用三种方式,即:状态估计、参数估计和特征值计算,分别求出被观察过程的不可测的状态x、参数θ和特征值η的估计值,并通过它们与正常过程模型的相应量的偏差,同由异常过程的模型生成的故障特征(即由故障所导致的状态、参数和特征值的变化方向和大小)进行匹配,如果匹配成功,说明发生了故障;进行故障诊断,确定故障的位置、类型、大小和原因。这种方法已用于电机—离心泵水管系统的故障诊断,在蒸馏塔、热交换器和反应器等装置中也得到应用。
这种方法的最大弊端是它的应用效果过份依赖数学模型的精度。2
发展前景工业智能化从工业自动化仪表的发展趋势看,智能化是其核心部分,所谓智能化表现在其具有多种新功能。例如过去当流量仪表需要进行温度,压力的补偿时需要分别测量流量,温度和压力的三台变送器,并且需要运算器来计算,而现在一台智能化的流量变送器就可以包揽这一任务;又如一台智能化执行器,由于具有多种的自诊断功能,过去控制的算法,只能由调节器或DCS来完成,如今一台智能化的变送器或者执行器,只要值入PID模块,就可以与有关的现场仪表在一起,在现场实现自主调节,从而实现控制的彻底分散,从而减轻了DCS主机的负担,使调节理加及时,并提高整个系统的可靠性。3
工业高精度化由于工业生产对成品质量的要求日益提高,国家的政策和法令对节能减排也有具体的要求和规定,因此提高测量仪表与控制系统的精度就被提上了议事日程。例如变送器的精度,普遍从百分之零点七五提高到百分之零点零四。用于贸易交换计算量的科氏质量流量计。精度已达到百分之零点零五,部分气体烟声波流量计的准确度已达到百分之零点五,同时新一代的DCS也以此作为一个重要指标。3
工业无线化现场总线本来是一种非常有前途的技术,理应得到迅速的发展和推广,但由于国际标准的过多,影响了推广,例如第一代总线型的现场总线的国际标准已达到10多种,加上第二代的实时工业以太网,其国际标准可能会有20多种,而第三代的总线通信方案又在兴起,而且各大跨国公司和有关组织都在制定各自的标准,便如目前知道的就有HART无线、ISA的SPl00,IEC,还有西门子等一些大公司都在制定各自的夫线标准,标准过多,对用户来讲,实在不是一个好兆头,用户希望能够通过努力,制订出单一的国际的标准,工业生产要求高产,稳定,优质、低耗、安全、环保。如果现场仪表能够实现通信无线化,电缆和维护和工人量都会大大减少,因此研发低功能可靠的无线通信是当前的一个重要课题。3
安全仪表系统随着生产规模的日益扩大。一旦发生事故,不但在经济上会造成巨大的损失,而且人员伤亡和对环境的影响均非同小可,因此生产的安全问题日益受重视。目前,一些化工或石化企业的安全系统,这样企业的控制系统就由两大部分组成,即DCS与专门的PLC。由于新型DCS的功能不断扩大,已经有了安全仪表系统(SIS),因此也可以用一套具有SIS功能的DCS来统一管理,这样业主当然欢迎,但保险公司需要第三方认证,而认证就要有量化的概念,因此LEC制定了全名为安全整性等级。根据目前的制造水平,变送器的安全等级仪为SIL2,若要满足SIL3的要求,可采取冗余措施,至于DCS,目前一些大的的DCS制造商都已通过了TUV认证,达到了SIL3。按照目前的社会的生产水平。只要符合SIL3的标准就可以满足化工及重石化行业的安全要求了。3
MIV模式目前建新的一些大型石化装置如乙烯项目都采用MIV承包模式,所谓MIV就是主要仪表承包商,这种做法利于大型工程的建设,保证项目顺利按时投产。如百万吨级的乙烯项目,其下产品很多。一般有十几个装置,需要同时投产,否则误工一天,就会有上亿元的损失,为了便于和理,工程公司和企业都愿意这样做,但这种模式也不是一成不变的,例如海南的CSPC乙烯项目采用的是MAC模式,福建的乙烯项目采用的是MICC,,对于承包的仪表厂商来讲这是一种增值的服务。作为MIV的公司也需要一定的资源质量,即除能提供一定水平的DCS外。还要有较广泛的,质量过硬的现场仪表,而且还要熟悉工艺或有这个方面的经验。3
科学仪器的在线化随着科技的进步,科学仪器的结构。日益简化,体积缩小,重量减轻,操作也更方便,价格也逐步降低,而且能在工业条件下操作,因此在过去只能在实验室内进行离线操作的科学仪器,现在可以在生产现场进行在线运行了。例如质谱仪居武钢的高炉上试用,用来分析炉顶煤气的成分。从应用的角度来看,这种仪器也可看成工业自动化仪表中的一员了。今后这种趋势还会加速发展。3
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国