

简介
测速辊置于热连轧生产线飞剪前,主要用于测量板坯的运行速度,使切头飞剪的速度与板坯同步,属于轧制辅助备件。目前,广泛应用于热连轧生产线上的测速辊中只有一个测量辊,板坯经过时容易倾斜,导致测得的数据不准确,加速了测量辊的磨损,两端轴承也会因为受力不均而缩短使用寿命,增加成本。为了克服上述结构上的不足,开发研制出一种新型的测速辊来,不仅避免了板坯经过测速辊时易发生倾斜的现象,而且不需要电机驱动。
结构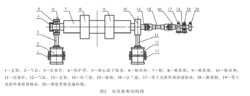 有关冶金工作者研制开发出一种新型测速辊,该测速辊为气缸空转辊式,辊身直径318.3毫米,辊身长130毫米。该测速辊作为切头剪自动剪切的辅助备件,位于切头剪前面,由测量辊、倾翻杆、支架和其他部件构成;轴承采用集中干油润滑;左右2个气缸安装在支架上,气缸中安装有活塞杆,活塞杆上部与测速辊轴承座下部连接,轴承座内安装有调心滚子轴承,调心滚子轴承中的轴中间安装有测量辊,测量轴安装在2个带立式座外球面的球轴承内,测量轴右端安装有增量型轴套编码器。气动机构不工作时,测速辊上面标高低于辊道面60毫米;气动机构工作时,气缸动作,将测速辊抬起,高于辊道面60毫米,与钢坯接触以测量钢坯速度。钢板经过前金属检测器,发出信号,测速辊升起;钢板经过后金属检测器,发出信号,则测速辊落下。钢板到来之前,测速辊不允许升起,信号未反馈到飞剪前,测速辊不允许落下。1
有关冶金工作者研制开发出一种新型测速辊,该测速辊为气缸空转辊式,辊身直径318.3毫米,辊身长130毫米。该测速辊作为切头剪自动剪切的辅助备件,位于切头剪前面,由测量辊、倾翻杆、支架和其他部件构成;轴承采用集中干油润滑;左右2个气缸安装在支架上,气缸中安装有活塞杆,活塞杆上部与测速辊轴承座下部连接,轴承座内安装有调心滚子轴承,调心滚子轴承中的轴中间安装有测量辊,测量轴安装在2个带立式座外球面的球轴承内,测量轴右端安装有增量型轴套编码器。气动机构不工作时,测速辊上面标高低于辊道面60毫米;气动机构工作时,气缸动作,将测速辊抬起,高于辊道面60毫米,与钢坯接触以测量钢坯速度。钢板经过前金属检测器,发出信号,测速辊升起;钢板经过后金属检测器,发出信号,则测速辊落下。钢板到来之前,测速辊不允许升起,信号未反馈到飞剪前,测速辊不允许落下。1
工作方式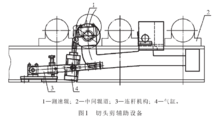 测速辊的升起、下降由设置于其前后的热金属检测器发出的信号进行控制,升起后由于顶起带钢形成包角,由带钢带动它旋转,并将速度信号反馈给飞剪的控制系统,以决定飞剪的启动时间和剪切速度,使之切下的头(尾)部尺寸达到设定的长度。辊子直径的设置数值是为了保证旋转编码器旋转一周对应钢坯运动1米的距离。
测速辊的升起、下降由设置于其前后的热金属检测器发出的信号进行控制,升起后由于顶起带钢形成包角,由带钢带动它旋转,并将速度信号反馈给飞剪的控制系统,以决定飞剪的启动时间和剪切速度,使之切下的头(尾)部尺寸达到设定的长度。辊子直径的设置数值是为了保证旋转编码器旋转一周对应钢坯运动1米的距离。
辊子升降动作由布置于辊道两侧的气缸完成,在下降位置设一个限位开关来反馈辊子的状态。为了保证升降动作的快速稳定,在气动阀台上设置了一个压力罐。测速辊由气缸控制上下移动。辊子不工作时,测量辊上表面低于热连轧生产线辊道上表面。辊子工作时,气缸动作,将测速辊抬起,测量辊上表面高于辊道上表面,与板坯接触后顶起板坯形成包角,由板坯带动其旋转以测量板坯速度,安装有测量辊的轴右端通过测量轴与增量型轴套编码器相连,将速度信号反馈给飞剪的控制系统,决定飞剪的启动时间和剪切速度使之切下的头(尾)部尺寸达到设定的长度。
新型测速辊能准确测出板坯的运行速度,使切头飞剪的速度与板坯同步,减少测量辊的磨损,延长两端轴承的使用寿命,降低备件成本,提高出材率。该新型测速辊经过实际应用,运转情况良好。1
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国