

移动式烘干炉
移动式烘干炉用于地坑砂型表面烘干,对型腔表层进行加热干燥,使其表层水分蒸发,附加物热固,表面干燥层厚度达30~50mm,便可获得表层强度高、湿度小的表干砂型。图6.64所示为移动式烘干炉。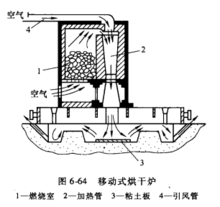
燃料为煤或焦炭。适用于单件、小批生产的、地坑造型的大型或重型铸件的湿型表面烘干,表面干燥层厚度达30—50mm。砂型合箱后,将烘干炉置于上砂型上面。燃料在燃烧室1中燃烧产生的炉气与鼓风机送入的空气混合后,沿加热管2通过上砂型中的冒口或浇道吹入型腔中,热交换后的废气、水气通过上、下砂型之间的缝隙或特设的排气孔逸出。根据砂型大小和表面干燥层厚度,控制烘干时间,完成烘干工作。
图6—65所示为移动式煤气烘干炉。地坑造型用移动式煤气烘干炉,先在地坑上放置专门的罩壳(或放置一个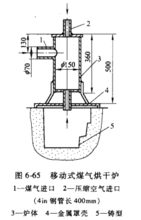 砂箱,砂箱上面盖一薄钢板),罩壳周围用砂封严。移动式烘炉的喷嘴通过罩壳的窗口、上砂型中的冒口、浇道或专用金属罩板上的通孔,吹入燃烧的煤气和压缩空气的混合气流,对铸型加热烘干。这种烘干炉具有设备简单,操作轻便,容易控制的特点。1
砂箱,砂箱上面盖一薄钢板),罩壳周围用砂封严。移动式烘炉的喷嘴通过罩壳的窗口、上砂型中的冒口、浇道或专用金属罩板上的通孔,吹入燃烧的煤气和压缩空气的混合气流,对铸型加热烘干。这种烘干炉具有设备简单,操作轻便,容易控制的特点。1
台车式煤气烘干炉台车式煤气烘干炉在铸造车间可用于树脂砂型(芯)、油类砂芯、水玻璃砂型(芯)的整体烘干。在装炉前和装炉操作时,应注意以下事项:
装炉前,要做到四检查:检查炉体有无裂纹、倒塌,炉门启闭是否灵活;检查台车、轨道旁的杂物是否除净;检查台车各部是否牢靠,车轮运转是否灵活、平稳,拉出机构是否正常;检查煤气压力是否足够,煤气设备启闭是否正常,有无漏气。准备好装炉工具,如垫铁、烘芯架、钢丝绳、链条等,并检查是否完好,是否安全。了解需烘干的砂芯和砂芯数量,并熟悉工艺要求,以便合理装炉。
装炉操作时,大的砂型(芯)放到温度较高处,小的砂型(芯)放到温度较低处;尽量把大小相同或厚薄相近的型(芯)装在同一炉内,使烘干效果大致均匀。装车时不可碰撞或振动砂型(芯),以免型芯碰坏。发现砂型(芯)损坏、裂开,应立即通知有关人员修补,以免干燥后裂纹增大、脱落。砂型(芯)装车不得超出台车边线,顶部最高点距离炉门边框线应不少于100mm,以免进炉门时碰坏砂型(芯)。砂箱与砂箱上下之间的间距应不少于100mm,砂箱与砂箱、烘芯板与烘芯板之间应有一定间距,以利于炉气流通。若烘芯板上有残砂堆积、堵塞板上通气孔的情况,进炉前应清扫干净。开始烘干时,一定要把炉门关闭好,但不要插门销,以防爆坏炉体。
操作技术(1)平时煤气总截门允许处于开启状态,而放散管应关闭;星期天及节假日总截门应关闭,放散管打开。
(2)点火前分截门、引火棒截门及煤气烧嘴风板均应处于关闭状态。
(3)检查上述截门及风板均属正常后,即可点燃引火棒,点火时操作者应在引火棒便
(4)用引火棒火焰吹炉膛。
(5)把引火棒从炉侧进风口插入炉膛,然后开煤气。
(6)取出引火棒,熄灭火焰。
(7)调整烧嘴的进风量,即可投入正常使用。
(8)停炉时,先把烧嘴风板关闭,然后关煤气。
(9)停炉后,炉口应处于敞开状态。2
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国