

装烧简介
瓷器的装烧包括装匣钵的工艺方法和匣钵装窑的方法,对瓷器的质量都有十分重要的影响。瓷器的装匣钵方法有多种。在最早烧制陶瓷器时,不使用匣钵,陶瓷器直接装入窑内,烧成时陶瓷直接与火焰接触。如此烧成的瓷器表面容易被沾污,质量较差。自从使用了匣钵以后,瓷器的质量有了保证,特别对白瓷烧成最为有利。以后又使用了内匣,火焰更不易直接接触瓷器表面。保证了气氛的纯正,瓷器质量有了显著提高。
分类瓷器的装烧形式多样,类型繁多,根据不同的分类依据可分为以下几类:
1)按坯件放置方向来分可分为:正烧法、覆烧法和对扣烧法。
2)按坯件是否隔离火焰可分为:裸烧法和隔烧法。
3)按一个单位装烧系统内所装坯件数可分为:单件装烧法、多件叠烧法和套烧法。
4)按坯件装烧时的综合工艺可分为:支垫具承托单烧法、明火叠烧法、匣钵单件仰烧法、匣钵多件仰烧法、支圈覆烧法和涩圈叠烧法6种。
此外,还有一些具有地方特色、较独特的装烧工艺。如北宋时期越窑出现的二钵一凹底匣钵组合装烧法、北宋时广东惠州的大而托盘装烧法、山东、宁夏发现的棚板与支柱架装烧法以及金代山西乡宁西坡窑的捎架套烧法等。
支垫具承托单烧法如图1所示,这是窑具最初的装烧方式。它的出现是为了将坯件抬高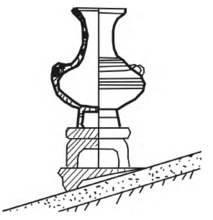 至窑内最佳的“烧成带”的需要而创造的。其装烧工序如下:
至窑内最佳的“烧成带”的需要而创造的。其装烧工序如下:
在窑床上铺沙,将一喇叭型支烧具或直筒状的支烧具的底部插入窑沙中加以固定,在支烧具上置一直径略大的圆形垫饼直接来承托坯件,使坯件处于最佳“烧成带”。若达不到最佳“烧成带”,则在前两件窑具相叠的基础上,再加上其他低矮支烧具直至达到最佳窑内位置。
还有一种是在窑床内距“烧成带”较近区域,将一种斜底楔形支座的双足端插入窑床,无足一端插入窑沙中,在其上置覆钵形窑具或圆形垫饼,再在窑具上放置坯件。此方法常用来烧制钟、罐、坛等底径较大的大件器物。
其优点是:坯件直接置于窑内的最佳“烧成带”,可使坯件充分受热,提高了产品的烧成率。‘已的创造也成为后来瓷器装烧过程中最基本的装烧方式。
其缺点是:装烧量少,且费工费时,只适于大型器物的装烧,不适于大规模生产,在装烧量上有很大的局限性。
明火叠烧法从现有考古资料来看,明火叠烧法(如图2所示)是在匣钵出现 之前的主要装烧工艺。在我国的南北方很多窑址均有发现,随着时间的推移而不断发展变化着。如越窑的明火叠烧法从东汉晚期开始直到南朝出现匣钵结束,其先后出现了大小件器物套烧法、同类器物叠烧法、三足支钉间隔叠烧法、锯齿状窑具间隔叠烧法、盂形窑具托珠组合叠烧法、扁圆形窑具托珠叠烧法等。如北方在山西的窑场中有浑源窑的窑柱仰口叠烧法,河津北午芹唐代窑址和交城磁窑村窑中的窑柱覆口叠烧。不同时代运用不同垫烧具间隔的明火叠烧法,其进步性表现的十分明显。
之前的主要装烧工艺。在我国的南北方很多窑址均有发现,随着时间的推移而不断发展变化着。如越窑的明火叠烧法从东汉晚期开始直到南朝出现匣钵结束,其先后出现了大小件器物套烧法、同类器物叠烧法、三足支钉间隔叠烧法、锯齿状窑具间隔叠烧法、盂形窑具托珠组合叠烧法、扁圆形窑具托珠叠烧法等。如北方在山西的窑场中有浑源窑的窑柱仰口叠烧法,河津北午芹唐代窑址和交城磁窑村窑中的窑柱覆口叠烧。不同时代运用不同垫烧具间隔的明火叠烧法,其进步性表现的十分明显。
综合概括明火叠烧法的程序为:装烧时在窑内底部铺一层窑沙,将支烧具插入窑沙内,为了保证其稳定性,可在窑底用楔形垫圈垫平。在窑柱稳定后,将坯件置于其上,随后在坯件内腹放置垫烧具,再在其上搁置另一坯件。如此一坯一垫烧具间互叠烧,直至适当。
其优点是:由于使用明焰,火焰可直接作用于坯件上,这样可减少热量的损失,且升温较快,有利于提高窑内温度烧制出较成熟的瓷器。坯件叠放可以多装坯件,增加装烧量。当时的窑具简单,多使用扁圆形泥点作垫烧具,既降低了窑具本身的质量,因间隔具的发展又减少了器物与窑具间的相互粘连,大大提高了垫烧具的使用率,节省了制作窑具的工时和原料。这是一项既增加产量又创造很大经济价值的装烧法。
其缺点是:装烧时火焰直接作用于坯件,致使烧成的器物釉而发黄,留有烟熏痕迹,有些瓷器表而会落有柴灰、煤灰等缺陷。因未使用匣钵,坯件受热不均匀,局部温度过高,致使成品发生变形、开裂成为残次品。加之叠烧时坯件叠加过多,支垫具承受能力有限,往往易发生倒塌,影响产量。
匣钵单件仰烧法匣钵单件仰烧法(如图3所示)是继明火叠烧法之后出现的一种十分 先进的装烧工艺,在我国的瓷器烧造史上具有划时代的意义。其装烧情况为:将一个用粘土加粗料制成的垫圈或垫饼放入己烧成的匣钵内(匣钵的大小多依所装坯件的大小各异而事先烧成),双手托起坯件装入匣钵,坯件的圈足套在垫圈或垫饼上,一个匣钵内只放置一件坯件,然后把装有坯件的匣钵逐件叠放,最后一个匣钵上加盖。
先进的装烧工艺,在我国的瓷器烧造史上具有划时代的意义。其装烧情况为:将一个用粘土加粗料制成的垫圈或垫饼放入己烧成的匣钵内(匣钵的大小多依所装坯件的大小各异而事先烧成),双手托起坯件装入匣钵,坯件的圈足套在垫圈或垫饼上,一个匣钵内只放置一件坯件,然后把装有坯件的匣钵逐件叠放,最后一个匣钵上加盖。
其优点是:匣钵的使用提高了产品的质量,故多为烧造高档瓷器使用,如唐代邢窑、七里镇窑的精烧法及明清官窑的烧造。使用匣钵装坯件,坯件受热均匀,烧制出的产品器型端正,釉而莹润光滑,釉层均匀,同时可保护坯件不受烟气和灰渣等的污染,减少了产品的残次品率,极大地提高了产品的质量。为后来的五大名窑及明清细瓷的成功烧造奠定了基础,是中国制瓷史上最伟大的创新之一。
其缺点是:工艺复杂,技术要求较高,使用大量耐火材料,成本较高,不适宜普通民用瓷器的大批量生产,有一定的局限性。
匣钵多件仰烧法匣钵多件仰烧法(如图4所示)使用范围广,使用时间长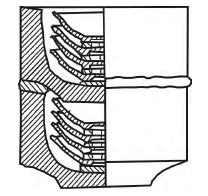 ,而且匣钵式样繁多,能够根据器物的不同形制来制作,如有碗形、盘形、钵形、长筒形等形状。尤其是出现了部分瓷制的M型匣钵,且匣钵相叠处或匣钵与盖相合处均用釉浆密封,烧成后,须打破匣钵方能取出产品。具体装烧方法是:选取与坯件相配套的匣钵,口部朝上置于窑底的耐火渣中掩埋稳固,在匣钵内放入坯件,并在坯件之间、坯件与匣钵之间用垫珠、垫饼等垫烧具隔开,然后向上叠螺匣钵,上层的匣钵正好充当了下层匣钵的盖,最后在顶端的匣钵扣匣钵盖,这样逐层叠螺套合形成匣钵长柱。在匣钵间缝隙处还要垫塞瓷泥,以防透气。同时为了防比匣钵柱倾斜或倒塌,有的在匣钵柱之间用支垫具支撑或填塞瓷泥。
,而且匣钵式样繁多,能够根据器物的不同形制来制作,如有碗形、盘形、钵形、长筒形等形状。尤其是出现了部分瓷制的M型匣钵,且匣钵相叠处或匣钵与盖相合处均用釉浆密封,烧成后,须打破匣钵方能取出产品。具体装烧方法是:选取与坯件相配套的匣钵,口部朝上置于窑底的耐火渣中掩埋稳固,在匣钵内放入坯件,并在坯件之间、坯件与匣钵之间用垫珠、垫饼等垫烧具隔开,然后向上叠螺匣钵,上层的匣钵正好充当了下层匣钵的盖,最后在顶端的匣钵扣匣钵盖,这样逐层叠螺套合形成匣钵长柱。在匣钵间缝隙处还要垫塞瓷泥,以防透气。同时为了防比匣钵柱倾斜或倒塌,有的在匣钵柱之间用支垫具支撑或填塞瓷泥。
其优点是:匣钵烧制材料的改进,增大了匣钵的承受能力,可层叠螺至窑顶。加之匣钵柱间支垫具的使用,可使坯件安放稳定,避免了坯件因堆叠过高而倒塌造成废品,这样就提高了烧成率,确保了产量;匣钵密封度增加,保证了坯件烧造环境的清洁,烧成瓷器的釉表而质量显著提高。同时又避免冷却时外部冷空气的侵入而造成器物骤冷收缩开裂,确保了产品的质量。
支圈覆烧法支圈覆烧法(如图5所示)由定窑首创,是制瓷工艺上的一个杰出创造。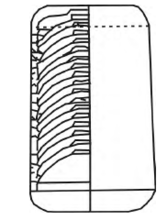 其装烧程序大致为:以大而厚的垫饼为底,其上置一带阶梯的圆环形支圈,支圈用烧造瓷器的瓷泥烧制,在支圈的梯阶上撒一薄层谷壳灰,把芒口的坯件扣放在垫阶上,将坯件与支圈一坯一圈地依次覆盖叠螺,用泥饼盖住,即组成一个上下大小一致的圆柱体,用稀薄的耐火泥浆涂抹外壁,封闭空隙,再装窑。
其装烧程序大致为:以大而厚的垫饼为底,其上置一带阶梯的圆环形支圈,支圈用烧造瓷器的瓷泥烧制,在支圈的梯阶上撒一薄层谷壳灰,把芒口的坯件扣放在垫阶上,将坯件与支圈一坯一圈地依次覆盖叠螺,用泥饼盖住,即组成一个上下大小一致的圆柱体,用稀薄的耐火泥浆涂抹外壁,封闭空隙,再装窑。
其优点是:支圈采用和制坯同样的细泥制成,使两者膨胀系数一致,保证了瓷坯在高温焙烧中器物规矩不变形,精品率高;支圈细薄,用料很少,节省了原料和窑内空间。相同的窑室,采用该法产量可提高达4~5倍。
此方法虽曾风行一时,但由于会使碗、盘等形成芒口,因而最终为宫廷所放弃。
涩圈叠烧法涩圈叠烧法(如图6所示)也可称刮釉叠烧法。这是一种较为粗 简的装烧方法。坯件在施釉入窑之前,在坯件内底先刮去一圈釉而,形成一露胎的环状涩圈,然后将叠烧的器物底足置于其上,为防粘连瓷坯的底足皆不上釉露胎,使涩圈正好与无釉的器底足相吻合,并逐层重叠置于匣钵内。
简的装烧方法。坯件在施釉入窑之前,在坯件内底先刮去一圈釉而,形成一露胎的环状涩圈,然后将叠烧的器物底足置于其上,为防粘连瓷坯的底足皆不上釉露胎,使涩圈正好与无釉的器底足相吻合,并逐层重叠置于匣钵内。
其优点是:工艺简单,产量高,成本低。适用于生产大众化的低档瓷,多为中小型窑所使用,满足了社会上日益增长的生活用瓷的需要。
其缺点是:成品质量较差,制作粗糙,内底一圈无釉,美观性差。1
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国