

关于CAPP
CAPP是以计算机为辅助手段,解决产品制造过程中存在的有关材料、工装、过程等工艺问题,它是CAD和CAM之间的过渡环节,具体描述了产品在整个生产过程中(包括零件加工、产品装配等)相关的条件和过程,是产品制造必不可少的重要组成部分。1
CAPP系统原理与方法计算机辅助工艺设计系统按工作原理可分为检索式、派生式、创成式和混合式4类。
检索式检索式工艺设计系统是针对标准工艺的。其工作原理是设计一个工艺数据库系统,将现有的零件标准工艺存储在数据库中,并对每一个零件进行编号,当需要零件工艺时可根据输入的零件信息进行检索。
派生式派生式工艺设计系统是利用零件的相似性来进行工艺过程设计的。由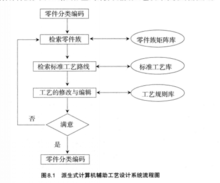 于相似的零件具有相似的工艺过程,因此可以通过检索现有的相似典型零件的标准工艺过程,对其加以增删或修订而派生出一个新零件的工艺过程。由于该工艺设计系统是在存在的标准工艺上进行修改的系统,故编程速度快,有利于实现工艺设计的标准化和规格化,但这种系统较为专用,不易适应加工环境的变化。该工艺设计方法又被称为修订式、变异式或者样件法。
于相似的零件具有相似的工艺过程,因此可以通过检索现有的相似典型零件的标准工艺过程,对其加以增删或修订而派生出一个新零件的工艺过程。由于该工艺设计系统是在存在的标准工艺上进行修改的系统,故编程速度快,有利于实现工艺设计的标准化和规格化,但这种系统较为专用,不易适应加工环境的变化。该工艺设计方法又被称为修订式、变异式或者样件法。
创成式创成式工艺设计系统是计算机辅助工艺系统发展过程的一个飞跃。与派生式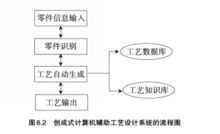 系统不同,他是根据输入零件的信息(几何信息、工艺信息、设备信息等),依靠系统中的工艺数据库和决策方法自动生成工艺的。虽然创成式计算机辅助工艺系统是较为理想的系统模型,但是由于产品品种的多样性、工艺设计的复杂性以及影响因素的不定性等,导致建立这种系统的技术难度和工作量大。目前,多数系统都是加入适当人际交互的半创成式CAPP系统。其中,比较典型的系统有:美国普渡大学的AGFPO系统,德国亚琛工业大学的AUTAP系统和美国联合工艺研究中心的CAPP系统等。
系统不同,他是根据输入零件的信息(几何信息、工艺信息、设备信息等),依靠系统中的工艺数据库和决策方法自动生成工艺的。虽然创成式计算机辅助工艺系统是较为理想的系统模型,但是由于产品品种的多样性、工艺设计的复杂性以及影响因素的不定性等,导致建立这种系统的技术难度和工作量大。目前,多数系统都是加入适当人际交互的半创成式CAPP系统。其中,比较典型的系统有:美国普渡大学的AGFPO系统,德国亚琛工业大学的AUTAP系统和美国联合工艺研究中心的CAPP系统等。
混合式混合式工艺设计系统是派生式系统和创成式系统的结合。工艺设计时首先通过派生式系统进行工艺的检索和修订,如果搜索失败则通过创成式系统生成新工艺。2
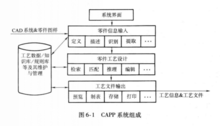
CAPP基本模块零件信息的输入零件信息可以分为文字信息和图形信息两种类型。文字信息的输入,一般采用直接从资源数据库中读取的方式,或采用人机交互方式进行输入和存储。图形信息的输入方式取决于CAPP与CAD系统的集成程度,采用计算机识别或人工识别的方法,将零件的图形输入到CAPP系统中来。目前常用的方法是零件图形的二次输入,即采用OLE技术,将CAD系统在CAPP工艺编辑窗口中定位激活,由工艺设计人员进行图形的绘制与编辑。
系统的管理系统的管理主要分为系统功能的管理和系统数据的管理。系统功能的管理包括用户权限与账号的管理、系统参数的设置、系统数据的备份等;系统数据的管理包括对各种制造资源数据和工艺知识进行维护与管理,如制造资源的添加、修改、删除、选择等,工艺知识的查询、添加、修改、存储等,为用户提供系统使用的方便。
零件工艺设计工艺设计模块的主要功能是生成零件的工艺文件。一般分为两个层次,一是零件的主干工艺路线的生成,即确定零件加工的工艺规程;二是零件加工工序中工艺参数的制订,在零件工艺规程的基础上,具体确定每一道工序的切削参数、机床刀具、工装模具、管理参数等。工艺设计人员可以借助于系统提供的各种资源信息编制出与企业状态相符合的工艺文件。
工艺文件输出工艺文件的输出有两种形式,一种是采用纸介质文档的形式(包括机械加工及装配工艺路线卡、机械加工及装配工序卡、工艺简图等),按照标准格式进行预览并打印输出;另一种是采用电子文档的形式(包括工艺简图、数控加工程序等),直接作为机床的加工参数,输出到CAM系统中去。
系统界面系统界面是工艺设计人员的工作平台,系统主界面上一般有系统的各种下拉菜单,或其他形式的菜单,各种功能的实现均在菜单或对话框中进行,其中包括系统菜单、工艺设计界面、系统及数据库管理界面、工艺文件的预览界面等。系统界面是否友好,直接影响到系统的工作效率和企业的接受程度。1
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国