

1 主要内容与适用范围
本标准规定了液体包装用聚乙烯吹塑薄膜(以下简称薄膜)的技术要求、试验方法、检验规则及标志、包装、运输、贮存。
本标准适用于以低密度聚乙烯树脂、线性低密度聚乙烯树脂或其共混物为主要原料,经吹塑、印刷、分切制得的薄膜。
薄膜可用于各类自动灌装机包装牛奶、豆奶、酱油、豆腐、饮料,不宜用于包装食醋、油脂。
2 引用标准GB 1037 塑料薄膜和片材透水蒸气性试验方法杯式法
GB 1038塑料薄膜透气性试验方法
GB 2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)
GB 2918塑料试样状态调节和试验的标准环境
GB 4456包装用聚乙烯吹塑薄膜
GB 5009.6.食品包装用聚乙烯、聚苯乙烯、聚丙烯成型品卫生标准的分析方法
GB 5738饮料塑料周转箱
GB 6672塑料薄膜和薄片厚度的测定机械测量法
GB 6673塑料薄膜与片材长度和宽度的测定
GB 9639塑料薄膜和薄片抗冲击性能试验方法自由落镖法
GB 9687食品包装用聚乙烯成型品卫生标准
GB 10006塑料薄膜和薄片摩擦系数测定方法
GB 13022塑料薄膜拉伸性能试验方法
ZB Y 28004塑料薄膜包装袋热合强度测定方法
3 技术要求3.1规格尺寸
3.1.1宽度及极限偏差应符合表1要求。

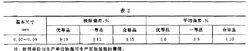
3.1.2厚度及偏差应符合表2要求。
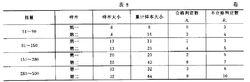
3.1.3每卷薄膜接头数及每段长度应符合表3要求。

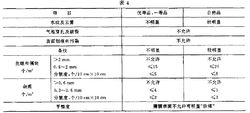
3.2外观应符合表4要求。
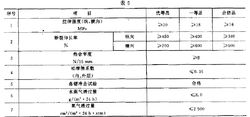
3.3物理机械性能应符合表5要求。
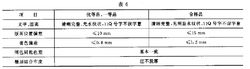
3.4印刷质量应符合表6要求。
3.5薄膜卫生性能应符合GB9687的规定。
3.6膜卷质量要求
3.6.1膜卷表面不允许有明显“暴筋”,端面错位不大于2mm,芯管两端与端面基本齐平。
3.6.2膜卷芯管的标准内径应为76mm。
3.6.3接头处应用薄形宽胶带整个宽度上下平接。
3.6.4膜卷印刷面应朝外。
4 试验方法4.1取样方法
在去掉膜卷外端3m后剪取长为4m的样品4块,一块作规格、外观及印刷质量检验,一块作物理机械性能测试,一块作卫生性能检验,一块备用。
4.2试样状态调节和试验的标准环境按GB2918规定进行。
温度:(23士2)'C;
湿度:常湿;
状态调节时间:1h以上。
宽度的测定按GB6673规定进行。
厚度的测定按GB6672规定进行。
4.4.1结果计算与表示
根据式(1)算出相对于公称厚度的厚度极限偏差和平均偏差的百分比。

4.5外观检查
按GB4456中2.4条检验。
4.6印刷质量检查
4.6.1印刷文字、图案、色差在自然光线下目测。
4.6.2版面位置偏差、套色偏差用精度为0.5mm的钢直尺检查。
4.6.3墨层结合牢度的检查
按GB5738附录A2规定进行。
4.7物理机械性能的测定
4.7.1拉伸强度和断裂伸长率的测定
按GB13022规定进行。
取I形样条,拉伸速度为(250士50)mm/min。
4.7.2热合牢度的测定
按ZBY28004规定进行。
将二张同向薄膜(印刷面朝外)热合在一起,焊缝与薄膜纵向垂直,热合条件由生产厂提供或在温度为120-150℃,时间为1s的条件下热封,然后截取宽(15士0.1)mm、长(100士1)mm的样条5片,试验速度为(300士20)mm/min,
4.7.3动摩擦系数的测定
按GB10006规定进行。
4.7.4落镖冲击试验应符合表7要求,落镖高度660mm。

按GB 9639规定以通过法对膜表面进行试验,确认10个试样中半数以上试样没有破损时,其冲击试验为合格
4.7.5水蒸气透过量的测定
按GB1037规定进行。
温度:(38士1)℃。
4.7.6氧气透过量的测定
按GB1038规定进行。
温度:(23士2>℃。
4.8卫生性能的测定
按GB5009.60规定进行
4.9膜卷质量检查
4.9门“暴筋”在自然光线下目测。
4.9.2端面错位用精度为0.5mm的钢直尺检查
5 检验规则5.1组批薄膜验收以批为单位,以同一牌号原料、同一工艺条件生产的同一规格的薄膜400卷以下为一批同一交付批号产品为一个交付检验批。
5.2抽样薄膜规格尺寸、外观、印刷质量及膜卷质量按GB2828规定的二次正常抽样方案进行,其中一般检验水平为I,合格质量水平(AQL)为6.5,见表8。
5.3检验方案5.3.1出厂检验
出厂检验项目按3.1,3.2,3.3中1,2,3,5及3.4,3.6条要求进行检验。
5.3.2型式检验
型式检验项目为技术要求中的全部项目。有下列情况之一时,应作型式检验:
a.连续生产6个月时;
b.配方、工艺有较大变更时,
c.停产3个月恢复生产时;
d.出厂检验结果与上次型式检验有较大差异时;
e.质量监督检验机构提出要求时。
5.4判定规则5.4.1样本单位质量的判定
按本标准中规定的项目进行检验,检验结果有一项不符合本标准规定,则判该样品为不合格品。
5.4.2交付批质量判定
5.4-2.1样本中被检出的规格尺寸、外观、印刷质量及膜卷质量不合格样本单位数量不超过表7中所允许的合格判定数(Ae)时,则判交付批质量合格,整批产品应被接收;超过所允许的不合格数(Re)时,应拒收整批产品;如在Ae与Re之间,可第二次抽样按表7判断。
物理机械性能按检测结果,其中一项不合格时,应在原批中的双倍卷数中取样,对不合格项目复测,复测结果均应符合本标准规定,否则判整批为不合格品。
5.4.2.2拒收批未经剔除不合格品时,不得再次提交检验。
5.5 需方对产品质量产品疑间或有不同意见,应在规定的产品贮存期内提出,双方意见不统一时,则应由共同聘请的法定仲裁单位按本标准进行仲裁。
6 标志、包装、运精、贮存6.1标志每卷薄膜内、外包装应附有产品合格证,合格证中包装下列内容:
a.制造厂名;
b.产品名称;
c.商标;
d产品规格及质量;
e.制造日期或生产批号;
f.等级;
9.检验员章;
h·标准号。
6.2包装每卷薄膜用聚乙烯薄膜为内包装袋,再竖立装入瓦楞箱中,并用塑料打包带扎紧。特殊包装由供需双方协定。
6.3运输薄膜在运输过程中应轻拿轻放,并竖立堆放,防止机械碰撞和雨淋曝晒,保证包装完整,防止有毒及异味物质污染。
6.4贮存薄膜应贮存于清洁、阴凉、干燥的库房内,不得使薄膜挤压或损伤,距热源不少于2m,贮存期限从生产之日起不超过半年。
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国