

湿物料从进入某个干燥条件开始,至物料在此干燥条件下达到一定的状态,这样的一个阶段称为预干燥阶段。通常这个阶段是很短的。
分子筛预干燥简介20世纪90年代以前,国内分子筛预干燥采用的是转鼓干燥,这种干燥机由于自身结构的原因,无法达到预期的干燥要求,相当一部分干燥过程必须由焙烧炉来完成,造成焙烧炉长度增加,有时还会因前段工艺波动造成焙烧时间不足,从而影响到产品质量。分子筛预干燥技术的滞后,已成为国内分子筛产品质量提高的瓶颈。
原理旋转闪蒸干燥是以空气为热载体,热空气与湿物料直接接触进行对流传热的一种干燥方式。其可选择的操作弹性较宽,热空气入风温度可以从150℃到1000℃以上(具体根据设备本体材质的耐温性能和被干燥物料的热敏性要求而定);空气加热方式的选择主要是根据被干燥物料对空气质量和温度的要求而定的,目前较为普遍采用的空气加热方式有:电加热、蒸汽换热、燃料油或燃料气直接加热(即烟气发生炉)、燃料油或燃料气或燃煤间接加热(使用换热器)等。旋转闪蒸干燥系统具有设备体积小、结构紧凑、占地面积小的特点,而且集干燥与破碎于一体,是一种应用前景非常好的干燥方式。
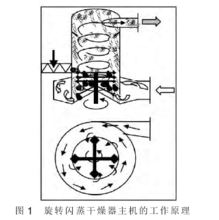
如图所示,旋转闪蒸干燥器主机内的工作原理如下:需要被干燥的湿物料经由加料设备从旋转闪蒸干燥主机的顶部或侧面中部送入干燥室内;热空气则从旋转闪蒸干燥干燥主机的底部经过一个特殊流道设计的环隙口进入干燥室内,受环隙口尺寸和形状的影响,热风在干燥室内形成一股高速螺旋的上升气流;需要被干燥的湿物料在重力的作用下朝旋转闪蒸干燥器的底部下落,与高速螺旋的上升热气流相接触,同时,干燥室内的数组破料刀片高速旋转,对较大、较湿的物料颗粒进行机械破碎;物料在干燥室内由于高速螺旋的热气流和高速旋转的刀片的双重作用而受到强烈的离心力、剪切力的作用,物料颗粒与颗粒、颗粒与容器内壁、颗粒与破料刀片之间不断地进行碰撞和摩擦而被迅速微粒化;被粉碎后的物料传热面积大大增加,可以在很短的时间内与热空气之间完成热交换,因此湿物料在干燥室内只需要很短的停留时间就能被干燥。旋转闪蒸干燥器主机内一般都设有分级环,其作用是防止未被破碎和干燥的大颗粒物料随上升气流逸出干燥室,由于离心力的作用,已经被破碎和干燥的细粉处于螺旋上升气流的内圈,可以顺利地从分级环中穿过而离开干燥室,大颗粒的物料则处于螺旋上升气流的外圈,在上升过程中被分级环截留,然后在离心力和重力的作用下被甩向干燥器内壁又向干燥器底部回落,重新进行破碎和干燥。
旋转闪蒸干燥机发展历程旋转闪蒸干燥机是为了解决高粘性膏状、糊状以及滤饼状物料的直接干燥问题而开发的产品。它是利用流态化原理,通过搅拌器的机械力和热气流的剪切、吹浮、旋转湍动作用使没有流动性的颗粒能像流体一样呈现快速流动状态,气体一固体两相流动时,相间发生高速传热和传质现象,物料因此得到干燥。由于流态化技术很复杂,干燥操作条件(如气速、温度、压力)差别大,物料性质(如粒度、粒度分布、重度等)各式各样,因此,关于旋转闪蒸干燥的流态化文献很少,放大设计仍旧依靠实验和经验。目前,需要闪蒸干燥的行业已达到十几个,相应地,需要干燥的物料产量、质量、种类等也发生了很大变化,各种企业对设备的实际需求,也迫使旋转闪蒸干燥技术进一步提高。
对于旋转闪蒸干燥机来说,影响流态化质量的因素主要有五个:物料颗粒、气流、热风分布器、搅拌器、干燥室的形状尺寸。后三个都是结构因素,因此,分析和改进结构是加强流化干燥的主要途径。旋转闪蒸干燥从最初投入市场开始,其主机的结构形式经历了三个阶段的变化,从最初的直筒锥体结构形式变化到直筒平底的外形结构再变化到直筒倒锥体底。其使用性能也越来越理想,在热气流分布、物料干燥、破碎效果和物料在干燥器内壁的粘结情况等方面均有了较大程度的改善,因此旋转闪蒸干燥技术的应用领域越来越广泛。
工艺流程图是目前最典型的旋转闪蒸干燥系统的的工艺流程示意图。
其工作原理如下:需要被干燥的湿物料在加料器(3)内被机械搅拌初步破碎后,由螺旋输送器(4)输送到旋转闪蒸干燥器主机(5)内;作为热载体的空气经鼓风机(1)进入加热器(2)加热到所需温度后,以一定的喷动速度进入旋转闪蒸干燥器主机(5)底部的空气分布器中,从分布器环隙口进入干燥室,对干燥室内的湿物料进行干燥。由于气流和干燥室内高速旋转刀片的联合作用,物料在干燥室内受到离心力、剪切力和碰撞的影响而被微粒化;被粉碎后的物料传热面积大大增加,在很短的时间内被热空气干燥,然后随气流进入旋风分离器中(6)内进行干品捕集;经过旋风分离后的气体中仍含有一定量的物料颗粒,再经过布袋除尘器(7)的进一步气固分离后由引风机(8)抽出排大气。
我国分子筛预干燥技术还处于研究开发阶段,近些年随着国内大专院校和科研院所不断进行的理论和工业应用研究,旋转闪蒸干燥技术比以前有了较大幅度的进步,但是与国外先进水平相比还是有一定的差距,这些差距主要体现在工艺设计、自控设计、关键部件的专有技术和机械制造水平等多方面。1
褐煤预干燥常见事故分析和处理(1)干燥机排气除尘器滤袋着火
在进行停干燥机操作过程中发现干燥机干煤出口温度迅速上涨,干燥机排气除尘器中箱体温度超过150℃,操作人员立即打开氮气阀门向干燥机排气除尘器补入氮气,班长通过监控发现干燥机尾部密封处有火光串出,立即命令停止给煤、停止给蒸汽,同时停止排气风机,关闭干燥机排气除尘器入口插板阀,打开所有氮气阀门向排气除尘器补入氮气。同时将刮板机倒到就地,将着火的原料煤排到地沟,派人用水浇灭。后打开干燥机排气除尘器检查,发现滤袋烧毁,进行全部更换。
原因分析: 操作人员在进行干燥机停机的过程中,逐步减少给煤量,减少蒸汽量,但排气风机的风量并没有及时调整,造成干燥系统中氧含量超标,致使干燥机干燥管末端原料煤着火。由于干燥系统中没有设置氧含量和一氧化碳监测表,主要靠温度来反映系统状态,反映滞后。所以控制干燥系统氧含量在正常范围内对保证系统安全至关重要。
(2)干燥机排气除尘器底锥堵塞
在冬季运行的过程中,操作人员发现排气除尘器底锥料位始终保持高料位,将系统停下来,打开排气除尘器底锥手孔检查发现,排气除尘器底部全是煤泥,将排气除尘器底部旋转卸料阀堵塞,造成煤粉逐步在干燥机排气除尘器内堆积。
原因分析: 排气除尘器伴热设计不合理,设计院没有充分考虑北方冬季极寒天气,造成排气除尘器伴热不足,废气中的水蒸气冷凝,使煤粉结块,甚至变成煤泥。
采取的措施一是通过给系统加入热的氮气,使系统温度高于系统的露点温度,保证水蒸气不冷凝,二是给排气除尘器做了一个保温房,保证排气除尘器温度。通过以上方法基本解决了排气除尘器底部积煤堵塞的问题。
(3)干燥机筒体积液,频繁跳车
在正常运行过程中发现当三台干燥机负荷不同时,负荷小的干燥机经常会出现频繁跳车的情况。通过电气检查发现是干燥机超电流跳车,现场人员检查发现干燥机筒体内积存大量冷凝液。
原因分析: 由于四台干燥机公用一套冷凝液系统,冷凝液系统压力相同。在运行的过程中干燥机的负荷不同,用的蒸汽量也不同,负荷低的干燥机冷凝液就不容易排出,逐步在干燥机筒体积存,最终造成干燥机过载跳车。在每一台干燥机冷凝液系统中增加了一个冷凝液缓冲罐,通过冷凝液缓冲罐可以将四台干燥机冷凝液分开,彻底解决了因负荷不同造成干燥机筒体积液过载跳车的问题。
(4)干燥管中原煤着火
干燥系统正常运行,刮板输送机突然故障,而备用系统正在检修。命令紧急停干燥机。干燥机停止后,干燥管内大量原料煤没有处理,第二天现场人员巡检发现干燥机干燥管内串出火苗,立即接蒸汽冷凝液对干燥管进行灭火。处理完后后发现干燥机筒体变形严重已无法运行。
原因分析: 干燥机紧急停车后,大量原料煤积存在干燥管内,由于褐煤本身极易自燃,暴露在空气中,发生自燃很正常。所以一旦干燥机因紧急情况停车,一定要把干燥机和刮板机内的原料煤清理干净,防止发生自燃,损坏设备。
(5)干燥机推力轴承损坏
装置运行一段时间后发现干燥机尾部推力轴承损坏比较频繁,现场拆开发现轴承滚珠磨损严重,保持架有裂纹,而且润滑油比较黑,有杂质。经分析一是煤粉进入润滑油系统,将润滑油污染,二是干燥机在预热的过程中,操作人员没有严格的按照预热曲线进行预热。造成推力轴承承受更大的应力,缩短了推力轴承的使用寿命。所以在运行的过程中要认真巡检干燥机润滑油系统,一旦有异常,及时更换。同时干燥机预热过程中严格按照预热曲线进行。2
本词条内容贡献者为:
胡建平 - 副教授 - 西北工业大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国