

调优操作(evolutionary operation,EVOP)就是在生产过程中,一边维持正常生产,一边寻求最佳操作条件的方法,即在不断发展的制造操作中进行试验并提高质量。它是按照一个仔细规划好的、对生产条件作细微变化的循环,来操作装置、设备,再用简单的数理统计方法来处理数据,在不扰动正常生产的情况下,逐渐向较好的生产条件方向逼近,最终找到最佳的生产条件。
基本介绍通常工厂里实际生产条件和实验室的实验条件是不同的,实验室找到某个指标的最佳条件,进入工厂成批生产后,就不一定是最佳的生产条件了,必须进行适当的调整。同时,随着生产的发展、技术的进步,或生产条件(人员、设备、材料、方法、环境)变化,原来的最佳条件,就不一定仍是最佳的生产条件,我们需要不断根据变化探索新的最佳生产条件。
调优操作(evolutionary operation,EVOP)就是在生产过程中,一边维持正常生产,一边寻求最佳操作条件的方法。它是按照一个仔细规划好的、对生产条件作细微变化的循环,来操作装置、设备,再用简单的数理统计方法来处理数据,在不扰动正常生产的情况下,逐渐向较好的生产条件方向逼近,最终找到最佳的生产条件。
在实际工艺改善应用中可分为两种情况:一种情况是结合RSM求出响应曲面模型与等高线,如生产条件已规定了上下限值及综合考虑质量、生产效益、成本及工艺控制的难易程度,问题可以按有限制条件的最适合解处理,但因为RSM实验程序相对较为复杂,通常不易使用;另一种情况可以考虑使用经典EVOP试算求出满意解(因为未考虑随机扰动误差影响),博克斯-亨特(BOX-Hunter)于1959年给出了计算根据1。
调优操作原理经典的EVOP在试算前也需要确定重要影响因子,但因子的水平值要根据实际生产条件设定一个允许界限,并且选择因子水平的变化尽可能小。考虑到因子较多时计算工作量很大,因此当考虑因子间的交互效应时,因子数仅选取两三个;而不考虑因子间的交互效应时,因子可以选取3~6个。
下图为调优操作原理图,我们将作简单的介绍。
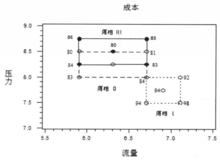
确定重要影响因子后,以现有生产条件为中心,在中心条件周围每个因子各取两个水平值,各做一次实验,完成一个循环;在同样条件下,再进行两个循环,从第二循环开始求出均值、标准差、效应和误差项;从第三个循环开始,若发现有些因子效应是显著的,则循环到此为止,这叫做一个周相(如周相I);在每一周相中,若发现某因子效应有显著差异,就对该效应各水平的均值进行比较并把中心条件移到较好的水平上去,开始下一周相的实验;在任一周相(如周相Ⅲ)中,若经过6~10个循环仍未发现显著效应时,可以认为中心条件即为最佳条件而停止实验。
调优操作的特点调优操作有如下特点:
(1) 在生产现场边操作边实验,逐步探索最佳生产条件。
(2) 以现有生产条件为中心进行实验,因子的水平变化幅度小,不影响正常生产。
(3) 计算简单而又已表格化、程序化,便于现场操作人员掌握。
(4) 实验简单易行,一般不需要多少实验费用,有利于生产成本的降低。因为,一般实验后的资源或已报废或作他用,但是EVOP后的产品,一般都是作为正常的产品对待的。
(5) 对生产过程的控制,统计过程控制用于静态控制,调优操作用于动态控制,若两者结合使用,效果尤为显著。
(6) 对设计阶段而言,调优操作完成改进设计后量产之前生产条件的优化调整,是设计阶段过渡到生产阶段的重要过程1。
调优操作的缺点调优操作的缺点也很明显:有限的设计区域,每个阶段只研究少量的因子,每个阶段需要几次重复,一般需要数个阶段,因而需要较多的时间,需要有心理准备:延长实验期而并没有多少改善。另外,调优操作风险较大,因在正常的生产线上作实验,所以要求安排非常周密,严格控制,还要考虑一些不期望的事件发生,并做好一些隔离标志,以及应急计划的制定,确保万无一失。尤其是针对一些复杂工程制造的企业,如果不能马上得到明确的实验结果来判断好坏,往往要尽量少用该方法。譬如,半导体行业,复杂工艺流程生产周期十几天、数十天,而且在生产制造过程中,某些过程控制参数的调节对产品的工艺参数及合格率的影响是不能马上知道的,需要所有的工艺步骤完成,发运到封装厂,待封装厂测试后,再把这些产品的工艺参数及合格率数据返回给生产制造部门,这样才能知道工艺的调节是否有效,而在这数月里不可能停止生产的,所以针对这种情况,实际上是要慎重的。由于调优设计因子水平调节幅度比较小,有时不易看出变好的方向,而且实验周期往往会较长,所以要有足够的耐心与思想准备才能完成的。建议大家还是要谨慎使用的1。
与PLEX的比较PLEX(PLant EXperimentation)也是一种优化操作,下面是与EVOP的比较:
①与EVOP相似,是更加主动的实验战略,以弥补EVOP的不足。
②PLEX是一系列一次性的DOE计划,而EVOP是一种连续的研究程序。例如,在固定的时间内由工程师做二因子或三因子实验。以此为出发点后续做其他DOE。
③一般比EVOP具有更大的实验范围。
④由额外的工程和技术监督可以控制混乱的发生。
⑤有助于问题的加速解决。
⑥一个流程运行目的:生产产品和提供如何改善质量、合格率和生产量的信息1。
实例分调优操作是通过从操作过程中提取信息来提高工业产品的产量和/或质量的一项技术。为了解释这种方法,假定一种化学产品的某个质量特征,如粘性依赖于几个变量,包括原材料的温度以及将它们混合的大桶中所保持的压强。为了研究这些变量对于一批产品粘性的影响,可以在实验室模拟这个过程,进行多变量试验(例如析因实验),但是这个过程是昂贵的,并且模拟可能与生产过程有不同的运转情况。
第二种且花费较少的方法是仅仅关注两三个自变量,并按照设计的试验设置这些变量的变化,关键是对自变量很小的变化,使得观测不到产品质量的改变,为了发现这些微小改变的影响,一遍一遍的重复试验,直到样本量足够大,使得统计检验时质量变量的均值微小改变是显著的。
例如,假定知道许多可控的过程变量,包括原材料的温度和压强,它们影响一桶生产的化学品的粘性,我们担心在这些变量上改变的试验可能生产出不良品并由此带来经济损失,然而,知道温度和压强的微小变化,(如 和
和 的改变)对产品质量的影响可以忽略。
的改变)对产品质量的影响可以忽略。
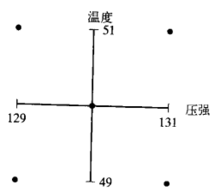
为了研究温度和压强的影响,将在操作过程中进行一项试验,利用如图2所示的试验设计,来自设计的4个温度压强组合是2×2析因试验的4个因子水平组合,再加上设计区域中心的压强温度组合( ),使得我们可以发现在试验区域的中心有相对高(或低)的平均粘性,如果这种情况存在。
),使得我们可以发现在试验区域的中心有相对高(或低)的平均粘性,如果这种情况存在。
为了进行调优操作,对每桶化学品安排5种压强温度组合,测量每个组合的粘性 ,如果制造商每天生产10桶,我们得到图2设计的5种处理下的两次重复,如果基于一天的数据或甚至100天的数据,进行统计检验来发现平均粘性的变化,可以想象平均粘性没有变化是显然的。然而,如果在一个很长时间内继续收集数据,每天得到试验的两次重复,最终会发现平均粘性(如果存在的话)的变化,所以,调优操作的逻辑是生产过程生产一件产品的同时,它也产生数据,为什么不利用免费(除了收集的花费)的信息呢?
,如果制造商每天生产10桶,我们得到图2设计的5种处理下的两次重复,如果基于一天的数据或甚至100天的数据,进行统计检验来发现平均粘性的变化,可以想象平均粘性没有变化是显然的。然而,如果在一个很长时间内继续收集数据,每天得到试验的两次重复,最终会发现平均粘性(如果存在的话)的变化,所以,调优操作的逻辑是生产过程生产一件产品的同时,它也产生数据,为什么不利用免费(除了收集的花费)的信息呢?
虽然单个观测值包含很少的关于压强和温度对平均粘性影响的信息,但是巨量的数据最终会向我们说明怎样改变这些变量产生平均粘性的合理变化,因此,随时间进行的重复试验使过程逐渐发展成为高水平的质量和/或产量2。
本词条内容贡献者为:
孙和军 - 副教授 - 南京理工大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国