

简史
1905年德国的西门子(Siemens)公司和Haisko用电子束熔炼钽首次获得成功,重熔锭的纯度和加工性能都优于真空电弧炉重熔的锭子。但当时世界上的真空技术发展水平还很低,从而影响了电子束熔炼技术的发展。直到20世纪50年代,美国的To-moscai公司才将电子束熔炼发展到工业化生产规模,引起了世界各国的关注。几个工业发达国家相继开展了电子束炉的研制工作,其中美国和德国发展最快。这样,电子束熔炼也就发展成为一种新的特种冶金技术。中国是1958年开始电子束熔炼炉的研究和试制工作的。到了60年代已经具备了工业化生产的规模。
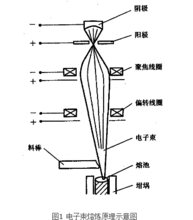
原理、工艺特点及冶金效果在高真空条件下,阴极由于高压电场的作用被加热而发射出电子,电子汇集成束,电子束在加速电压的作用下,以极高的速度向阳极运动,穿过阳极后,在聚焦线圈和偏转线圈的作用下,准确地轰击到结晶器内的底锭和物料上,使底锭被熔化形成熔池,物料也不断地被熔化滴落到熔池内,从而实现熔炼过程,这就是电子束熔炼原理。图1是电子束熔炼原理示意图。电子束炉的加速电压一般使用在三万伏左右,引起的X射线损失最大不超过0.5%,二次发射电子的损失会更少。所以电子束的能量几乎是全部由电能转换为动能,再由动能转换为热能。电子的运动速度V(km/s)可由下式确定: 式中W为加速电压。
式中W为加速电压。
电子束熔炼的工艺特点是在高真空环境下进行熔炼(熔炼真空度一般在10至10Pa),熔炼时熔池的温度及其分布可控,熔池的维持时间可在很大的范围内调整;熔炼是在水冷铜坩埚(结晶器)内进行的,可以有效地避免金属液被耐火材料污染。因此可以说,电子束熔炼为一些金属材料、特别是难熔金属提供了一种不可缺少的精炼手段。
电子束熔炼过程存在3种基本的冶金反应:(1)除气。电子束熔炼可除去大多数金属中的氢、且氢的去除很容易,一般在炉料被熔清之前即已基本完成:由于真空度高,熔池温度及处于液态的时间可控,脱氮效果也很高。(2)金属杂质的挥发。在电子束熔炼温度下,凡是比基体金属蒸气压高的金属杂质均会不同程度地得以挥发去除。(3)去除非金属夹杂物。氧化物及氮化物夹杂物在电子束熔炼温度及真空度下,有可能分解出[O]及〔N〕被去除;[O]还可以通过碳氧反应而被去掉;此外,锭子自下而上的顺序凝固特点也有利于非金属夹杂物的上浮。
电子束熔炼炉的设备典型的电子束熔炼炉一般由6部分组成:
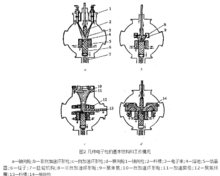
(1)电子枪。电子枪是电子束熔炼炉的心脏。它包括枪头(一般由灯丝、阴极、阳极等组成)、聚焦线圈和偏转线圈等。电子枪按其结构形式可分为轴向枪(或称皮尔斯枪)、非自加速环形枪、自加速环形枪及横向枪,它们的基本结构及其在电子束熔炼过程中的工作情况示于图2。电子枪的数量有单枪、双枪和多枪等。(2)进料系统。如果原料为预制好的自耗电极时,一般采用纵向或横向机械进料方式:如果原料为屑、块或颗粒状时,则采用给料仓的方式。(3)铸锭系统。包括结晶器、拉锭机构和出锭机构等。(4)真空系统。包括真空机组、真空室、真空管道及阀门和真空测量系统等。(5)电源系统。包括主电源(电子枪电源)及控制电源和操作电源等。(6)冷却系统。包括全部冷却用水及管道阀门等。
电子束熔炼炉分类按其使用的电子枪的类型不同,可分为环形枪、横向枪及轴向枪电子束熔炼炉等3类;按其用途,可分为熔炼用炉、区域精炼炉、电子束凝壳炉及多用途电子束熔炼炉等4类。2
环形枪电子束熔炼炉
非自加速环形枪电子束熔炼炉的环形枪头距金属熔池仅有20mm左右,故又称近环形枪电子束熔炼炉,其阴极受金属蒸气和喷溅物的侵蚀,寿命一般只有几个小时,但它具有制作容易、成本低的特点,故常用作实验室设备。
自加速环形枪电子束熔炼炉,加大了阴极和金属熔池间的距离,故又称远环形枪电子束熔炼炉,其阴极的工作条件有所改善,但寿命一般也只有十几个小时。
横向枪电子束熔炼炉
横向枪和结晶器上口几乎处于同一平面,故又称平面电子束熔炼炉。它既具有环形枪电子束熔炼炉的优点,其阴极工作条件又得到了显著改善,使用寿命可提高到100h以上,但它与环形枪电子束熔炼炉一样,枪处于熔炼室内,故熔化时真空度不能太低。
轴向枪电子束熔炼炉
轴向枪结构复杂、制造困难,属远聚焦电子枪,其阴极寿命可长达几百小时。由于枪室可单独抽真空,从而熔炼室压力可高于枪室压力1~2个数量级,使得电子束熔炼的材料更广泛些,某些含气量较大的材料亦可进行熔炼。这种电子束重熔炉电子束射出的方位和它的密度可以按熔炼时的需要进行调节,熔炼时,电子束可以分成若干股,分别射到料棒、金属液面或重熔锭金属熔池表面的不同部位。这种电子束熔炼炉广泛用于工业生产中。为了增大炉子容量和实现不同熔炼目的,还经常采取多支轴向枪联合使用的方案。
熔炼用炉 应用最多的电子束炉,主要用于特殊钢及合金、特别是难熔金属。
区域精炼炉 这种炉子主要是用电子束将金属料棒局部加热熔化形成熔区来达到精炼的目的。因此种炉子无结晶器,故又称为无坩埚悬浮区域精炼炉。它主要用于获取高纯金属。
电子束凝壳炉 这种炉子的结构和真空凝壳炉相同,它是在电子束熔炼炉的熔炼室内加入一套铸造系统,用于真空铸造,主要是钛及钛合金的真空铸造。
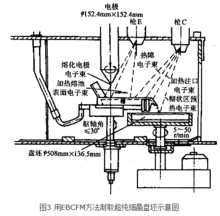
多用途电子束熔炼炉 德国Leybold-Heraeus公司发明了这种多用途电子束熔炼炉,即电子束连续流熔炼(Electron Beam Continous Flow Melting简称EBCFM)或电子束冷床熔炼(Electron Beam ColdHearth Melting简称EBCHM)炉。日本矿业日立工厂的ESP100/1200CF炉子的高真空泵抽气速率为100000L/s,电子束功率为1200kW,主要用于生产高纯特殊钢、镍基和钴基高温合金,用海绵钛及废钛生产纯钛锭和用直接滴流法生产难熔、活泼金属及其合金。产品为高3m、断面为470mm×150mm至1350mm×250mm的扁锭或直径为400mm和800mm的圆锭。用EBCFM炉子还可以生产细晶盘坯及锭子。图3是用EBCFM方法(在ES2/12/200CF炉子上)生产细晶盘坯的示意图。用这种方法可以得到宏观晶粒尺寸小于0.2mm的718合金盘坯。这种炉子变更铸造系统后可进行真空铸造,也可用于旋转制粉。
工艺参数主要有熔化功率、熔化速度、比电能、真空度和漏气速率等,如熔炼次数、自耗电极与坩埚直径比、冷却速率及铸锭冷却制度等也须注意合理选择。在诸参数中,熔化功率、熔化速度及比电能是影响铸锭质量最重要的因素。在整个熔炼过程中,这3个参数的控制应有所变化。熔炼初期,真空度比较低,炉料及坩埚都处在常温下,熔池尚未形成,熔化功率应低一些,熔速应慢一些;熔化末期,为了消除铸锭顶部缩孔,熔化功率及熔速必须有一个逐步下降的过程,以完成补缩。补缩时间的长短与铸锭的大小及熔化金属的种类有关;而在熔炼中间大部分的正常熔化期内,熔化功率及熔速应保持稳定。
锭子质量电子束熔炼金属,和其他方法熔炼金属一样,应对其进行基本理化性能、化学成分、杂质含量、铸态组织等进行常规测试与分析。通常电子束熔炼金属具有高的纯洁度与良好的铸态组织,从而具有高的机械性能,特别是高的塑性、韧性及各向同性系数。应该指出:电子束熔炼过程中,由于熔池温度高,过热度大,金属处于液态的时间长,因此铸锭在凝固时,柱状晶发展,这就给开坯带来不利的影响,所以在制定工艺参数时,应考虑防止柱状晶过分长大的问题。另外,电子束熔铸锭还易产生一些表面冶金缺陷,如表面横向裂纹、冷隔、表面不光滑等,这些都应通过优化工艺参数及提高操作技术水平来解决。3
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国