

简介
型材弯曲机分平弯和立弯两种,它是弯曲扁钢、方钢、圆钢、角钢、I型钢、H型钢、方管、矩形管、圆管等型材的最新、最先进的机器。可根据用户的要求订制不同的模具。三辊都是主动辊、有三个独立的液压马达驱动。卷制速度快、效率高1。
型材弯曲机产品用途:型材弯曲机是国内外较为先进的型材成型设备,被广泛应用于石油,化工,钢构,机械制造等及其他行业各种园形法兰的制作。
型材弯曲机特点:型材弯曲机可一次上料完成型材的预弯,卷圆和校圆工序;型材弯曲机结构先进,功能全,可根据用户使用情况立放或卧放。
型材弯曲机工作原理:型材弯曲机为弧线下调式型材卷弯机,机器的两个边辊为主传动辊,也可以三个工作辊为主传动辊,上辊位置固定,两个边辊围绕因定回转中心作弧线升降动动,液压控制,位移液晶显示,有利于控制型材成形过程,两侧高有托辊装置,有利于保证非对称截面型材的卷制质量。
优缺点液压弯轨机可以降低工人的劳动强度,提高工作效率,改善轨道施工、维护质量。该产品适用于矿山、港口、林场、交通等部门,它解决了轻型、重型钢轨的水平、水平曲线弯轨和直轨问题。
主要结构液压弯轨机由液压和机架两大部分组成。
液压部分。由顶头、前盖、弹簧、活塞杆组合件、油缸、后盖、揿手、油箱等零部件组成。
机架部分。由机体、丝杆、手轮、支杆、紧固螺钉等零部件组成。
举例KWPY-600****液压弯轨器
液压弯轨器,矿车复轨器,液压弯道器,KDJ 系列电动锯轨机
该机具专门用于矿山斜井铺设铁道线路遇到坑道水平标高改变时在铺轨现场对24kg/m即以下轻型钢轨实施垂直方向的弯曲或调整。
主要技术规格
油缸直径:70mm
专用液压弯轨器。
为服务铁道、地铁、冶金、煤炭,实现铁路道岔运输标准化。
液压弯轨器当前在煤炭工业中, 有些技术装备, 尤其是一些辅助工序的小型设备还是相当落后的, 例如: 煤炭生产运输环节中, 轨道铺设和维修工作所使用的主要设备一弯轨器, 目前仍广泛使用30 年代水平的手动螺旋弯道器。使用这种技术装备, 劳动强度大, 生产效率低, 工作质量差。随着装载和运输机化的发展, 对井下轨道铺设的质量、数量、进度日益提出更高的要求, 以适于采、掘、运三个环节均衡发展的需要, 因此, 设计体积小、重量轻、效率高、操作省力、方便、多功能的新型弯轨器是当前的一项紧迫任务。
我们借鉴铁路系统采用的手动液压直轨器, 结合煤矿井下巷道工况的特点和井下运输轨道维修的特殊要求, 设计了适于井下专用的休积小, 重量轻, 能弯轨、直轨及一切断等功能的液压弯轨器( Y WQ )。
1 工作原理工作时( 见图1 ) , 关闭卸荷阀7 , 压动手把9 , 带动油泵柱塞往复运动, 当活塞上行时, 柱塞与泵体间的容积增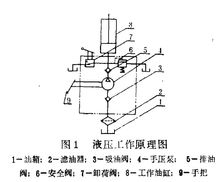 大, 形成负压, 油箱内的液压油在大气压力作用下通过滤油器2 , 吸油阀3 进入泵体内。当柱塞下行时, 柱塞与泵体间容积减小, 油压增高,吸油阀3 关闭, 排油阀5 打开, 使液压油进入工作油缸8 , 液压油克服复位弹簧压力,推动活塞杆前进, 当活塞杆端部的顶头与装夹在机架上的钢轨接触后, 形成一个中部受果中载荷的双支点梁, 连续压动手把, 油压不断增高, 活塞杆连续前进, 钢轨受力变形, 直至达到预计的弯曲、校直和切断目的, 工作结束后, 打开卸荷阀7 , 油缸内液压油返回油箱并靠弹簧使活塞杆复位, 通过安装不同附件( 顶头、切头) , 可相应地完成对钢轨的弯曲、校直、切断等不同的工作要求
大, 形成负压, 油箱内的液压油在大气压力作用下通过滤油器2 , 吸油阀3 进入泵体内。当柱塞下行时, 柱塞与泵体间容积减小, 油压增高,吸油阀3 关闭, 排油阀5 打开, 使液压油进入工作油缸8 , 液压油克服复位弹簧压力,推动活塞杆前进, 当活塞杆端部的顶头与装夹在机架上的钢轨接触后, 形成一个中部受果中载荷的双支点梁, 连续压动手把, 油压不断增高, 活塞杆连续前进, 钢轨受力变形, 直至达到预计的弯曲、校直和切断目的, 工作结束后, 打开卸荷阀7 , 油缸内液压油返回油箱并靠弹簧使活塞杆复位, 通过安装不同附件( 顶头、切头) , 可相应地完成对钢轨的弯曲、校直、切断等不同的工作要求
2 结构特点结构示意图见图.2

1.考虑井下轨道铺设和维修施工多功能的要求, 故设计中采用对称双支撑点结构方案。
2. 考虑井下施工现场工况条件比较恶劣, 为减少弯轨器的故障, 在液压系统中设计过载保护装置。
3. 根据目前机械行业中小企业铸件内部质量稳定性差的实际情况, 主体部分采用了焊接结构。
4.为了提高加工精度, 延长主机使用寿命, 在液压系统中采用了组合式泵体结构。适用于2 4 / 38 kg m 钢轨弯曲的Y W Q 2 4 / 3 8 型液压弯轨器经使用2。
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国