

概述
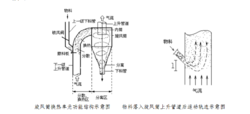
使用时空预器缓慢旋转,烟气入口和空气入口不变。烟气进入空预器的烟气侧后排出,吸收了烟气热量的散热片在空预器的旋转下来到空气侧,将热量传递给空气。
附带系统主要有火灾报警(热点探测)、间隙调整、变频控制。1
组成1、下料方式及结构可以保证在向预热器本体内给料时实现安全密闭,这样外界的冷空气不能进入到预热器内,并且供料可以借助棒条阀实现连续或间断给料。
2、耐火砖衬结构是保证物料左右的最重要部分,它是由预热室、悬挂装置及耐火砖衬等部分构成。该部分的结构大部分是金属构件,部分材料根据需要选用了耐热钢,耐热钢能在1000~1100摄氏度高温下工作。另外,耐火砖衬结构设计新颖、密封性好,能保证物料在预热器内均匀预热并达到预热温度。
3、推料装置:主要包括推头、框架和连杆等部分,推头采用耐热钢铸造或焊接而成,能承受高温,借助电控和液压系统,各个液压推杆能按自动控制程序实现顺次推料。
4、液压系统:主要包括油箱、油泵、电机、电磁阀、液压油管等,他的主要作用是控制推料装置,完成推料动作。
5、加料室主体、加料溜嘴等,它的主要作用是将预热后的物料导入回转窑内煅烧。
6、 框架:它主要包括立柱、圈梁等,主要作用是承载预热器的上部结构。2
预热器安装注意事项1、预热器位置要低于引擎冷却液的最低位,预热器的进水口要比引擎的出水口低;
2、进出水软管要尽量要短;
3、进出水软管不能过度弯曲;
4、注意要排尽系统中的空气;
5、通电之后,要随时留意预热器及出水软管的温度变化;
6、一段时间后,进出水管应该都热(进水温度稍低);
7、安装前将发动机冷却液全部排空;
8、重新注入冷却液后,启动引擎大约十分钟,以便充分消除空气。1
水泥窑预热器的防堵与清堵水泥的干法工艺发展到今天的预分解窑时代,每条生产线都存在一个预热器(这里包括分解炉一并考虑),预热器是预分解窑不可分割的关键组成。有预热器就回避不了预热器堵塞,差别只是轻重不同而已。预热器的堵塞有各种原因,包括原燃材料的原因、配料不当的原因、操作不当的原因、维护维修的原因、系统设计的原因。但不管是什么原因,其对生产以及安全的影响都是不能忽视的!
预热器清堵的安全问题预热器系统发生堵塞后,如采用压缩空气吹扫、空气炮作业等封闭式运行清堵无法疏通时,就必须止料、停窑进行人工清堵作业。由于堵塞部位的料温、气温通常都在几百度以上,而且堵塞后正压外喷的几率很高,运行中的开孔人工清堵十分危险,应该严格禁止。即使止料后的人工清堵,清堵工具不当或操作使用不当、个人防护不当或相互配合不当、位置选择不当或逃生退路不当、作业程序不当甚至交叉作业,都很容易给清堵人员造成烧伤、烫伤、击伤、摔伤等人身伤害,给现场的设备、设施造成烧损等事故损失。3
预热器堵塞的原因分析预热器的作用就是利用窑尾、分解炉的废气余热对入窑生料进行预热,对烧成系统起提高产质量和节能降耗的作用。为了提高预热的效果和效率,预热器设计为风料逆流,即高温气体与高温生料换热、低温气体与低温生料换热,以实现高温废气热焓的多次释放、低温生料热焓的多次吸收;为了使气体与生料能够充分的换热,设计上采用了多级旋风筒和连接管道,以提高生料在气体中的分散度和换热次数。预热器的如此设计,必然产生了一系列“通道瓶颈”(以下简称瓶颈),诸如旋风筒锥体下部、旋风筒下料管、下料管上的翻板阀,一旦这些瓶颈不能满足生料通过的需求,势必就要发生堵塞。因此,预热器的堵塞按照瓶颈的成因大致可以分为三类:设计瓶颈堵塞、异物瓶颈堵塞、结皮瓶颈堵塞。
1)设计瓶颈堵塞
设计瓶颈,这里不是指由于设计者失误设计小了,而是指由于功能需要必须设计小的部位。在预热器的几何设计时,已经充分考虑了生料的通过能力,而且留有足够大的富裕量,因此在正常生产中是不可能由于设计的几何尺寸不够而发生堵塞的。设计瓶颈堵塞,一定是由于来料过大,而且是不正常的过大。比如,入窑生料喂料秤失控、入窑生料输送斜槽堵塞后开通、预热器风速过低导致的塌料、预热器某些部位存料到一定程度后由于风速变化发生的塌料。但总体来说,设计瓶颈堵塞不是太多,而且查找原因和解决措施也比较容易一些,预热器堵塞主要是异物瓶颈堵塞和结皮瓶颈堵塞。
2)异物瓶颈堵塞
异物瓶颈堵塞,就是在本来就狭窄的瓶颈处又卡上了一些异物,包括翻板阀失灵卡死,进一步减小了瓶颈的通过能力,当通过能力小于通过量时就要发生堵塞。这类异物主要有:垮落的结皮、垮落的耐火材料、垮落的金属部件(比如预热器内筒挂片、翻板阀的翻板等)。其中,耐火材料和金属部件的垮落以及翻板阀的卡死,多数属于检修维护不到位,只要能及时发现和及时修复,大部分是可以避免的;唯有结皮垮落不容易治理,由于运行中可以生成新的结皮,所以无法依靠检修彻底解决,只能通过各种措施减少结皮的生成,没有结皮也就不存在垮落了。
3)结皮瓶颈堵塞
结皮瓶颈堵塞,指本来可以满足来料通过的瓶颈部位,由于各种原因在瓶颈处形成结皮并逐渐增厚,导致瓶颈的通过能力进一步减小,当通过能力减小到小于来料能力后发生涌堵结拱直至堵死。大部分容易堵塞的预热器,多数是因为这个原因,也是最难治理的一个原因,下面就重点谈谈这个问题。烧成系统的结皮是物料在设备或管道内壁上逐步分层粘挂,形成疏松多孔的层状覆盖物。系统结皮在预热器的各个部位都可能发生,另外也多发在窑尾烟室、上升烟道、分解炉等部位,这些部位的结皮虽然不至于堵塞到通不过来料,但会使该部位的有效截面缩小、通风阻力增大,进而影响到系统通风、影响到煤粉燃烧,由此形成的还原气氛及未燃尽煤粉,将促进预热器各处(包括各瓶颈)的结皮以及结皮的垮落,应是不可忽视的间接原因。
导致结皮的原因主要有:
1)原燃材料中碱、氯、硫对结皮的影响。关于结皮的原因,国内外都在探讨中。一般认为结皮的发生与所用的原、燃料成分及系统温度变化有关。碱,主要来源于黏土质原料及泥灰质石灰岩,小部分来自燃料。黏土原料常常含有部分分散的钾长石、钠长石、白云母等,碱含量为3.5%~5%。硫,主要由燃料以及铁质原料、黏土质原料带入,如果采用废渣配料,其硫含量可能比较高,需要关注和控制。在煅烧过程中,易与碱形成R2SO4,降低生料的最低共熔点、增大液相粘度,而且与C2S形成固溶体,不利于C3S的形成。氯,主要由黏土质原料以及燃料带入,它在生料中的含量一般为0.01%~0.1%,在窑内氯化物与碱反应,形成氯化碱(RCl)。需要提醒的是,如果采用废渣、特别是电石渣配料,其氯离子含量可能很高,需要给予关注和控制。碱、氯、硫对结皮的影响,可从生料、熟料与结皮料化学成分的对比中明显反映出来。建筑材料学研究院,对四平预分解窑生料、熟料及结皮料的化学分析表明,结皮料中的碱、氯、硫含量比当时生料、熟料中这些成分的含量要高得多。尤其是SO3比生料、熟料中的含量高28倍以上。
结皮料中的碱、氯、硫含量,为什么比生料、熟料中的含量高出这么多?
生料和燃料带入烧成系统中的碱、氯、硫的化合物,在系统一定高温下逐步挥发呈气体状态,挥发的顺序依次是碱的氢氧化物、碱的氯化物、碱的硫酸盐。物料在1450℃的烧成带,氯盐几乎全部挥发,硫、碱的挥发率则与在高温带的停留时间及物料的物理形状有关,未经挥发的硫、碱化合物则固溶在熟料中被熟料带出窑外。这些固溶于熟料中的硫、碱,又与窑内气体一起被带回到预热器内,与悬浮状态下的生料粉进行热交换,并大部分冷凝在生料颗粒表面上(少量随废气排出预热器)。特别是K2O,在预热器中的冷凝率高达81%~97%,Na2O的冷凝率则要低一些;冷凝的碱、氯、硫再次随生料回到窑中,如此在烧成系统内往复循环,并逐步积累加大。随着系统内挥发物浓度的提高,随废气排出及熟料带出的碱、氯、硫增多,直至达到进入量与排出量的平衡,系统内挥发物的浓度达到最大值。系统内挥发物的最大值,尽管与其挥发性和挥发条件有关,但要远远高于进入生料或出去熟料中的含量。当这些挥发出来的碱、氯、硫化合物,在温度稍低的生料颗粒上冷凝时,它们也会在温度更低的边壁上冷凝,而这些边壁上的冷凝物是无法随生料入窑的、只能逐渐加厚形成结皮。
2)温度变化对结皮的影响。
主要是温度超高对系统的影响,结皮堵塞多数与系统烧高有关。对预热器内的低熔点矿物,一般在650℃~800℃就可出现液相,当系统温度超过900℃以后,系统内已经出现较多液相,堵塞的概率随即增加。造成这种现象的因素较多,多数是因为窑头和或分解炉的煤粉量难以控制,甚至出现跑煤现象;入窑生料的不稳、甚至断料,喂煤又没有及时撤下来也会导致烧高;特别在升温投料初期,一般给煤量偏大,加料前又要先加风、煤,一旦加料未能及时跟上,必然导致系统烧高、还可能导致长焰后烧,所以投料初期成为预热器堵塞的危险期。
有些企业,为了缩短故障停窑时间,习惯于止料留火抢修,由于故障处理的不确定性,往往在时间上一拖再拖,最终导致留火时间过长;特别在处理预热器系统故障时,还要保证预热器有足够的负压、拉风偏大,往往导致预热器烧高。预热器系统烧高、加之留火期间的煤灰富集,都会导致某些部位的液相量增加,为结皮堵塞埋下了祸根。当然,较长时间的系统燃烧温度低也会导致预热器堵塞。当系统生料量大或给煤量小时,生料分解吸热将造成分解炉内温度低于正常值、导致煤粉的不完全燃烧,未燃烬的煤粉被转移到预热器系统继续燃烧,导致预热器系统局部高温引起结皮堵塞。不完全燃烧还会形成还原气氛,能促进有害成分的挥发,也是导致结皮堵塞的一个原因。碱、氯、硫等物质在系统中运动时,随着所处部位温度的不同,物相及物理化学性质亦发生变化,它们在高温区受热挥发,随烟气被带往窑后的烟道、分解炉、预热器系统,并凝聚在生料颗粒表面上,即改变了生料表面的化学成分、并降低了共熔温度。
被凝聚有碱氯硫化合物的生料表面,在较高温度下(如1 000℃以上)部分熔化、产生液相、生成部分低熔点化合物。含有部分液相的生料颗粒,特别是悬浮于烟气中的这种颗粒,与温度较低的设备或管道内壁接触时,便粘结在器壁上形成结皮。如果碱氯硫的含量少、温度低,出现的液相很少,粘挂速度低于冲刷速度,就不至于形成结皮;如果其含量较高、温度较高、液相多而粘,就会使生料粉层层粘挂、愈结愈厚。尤其在正对气流的器壁交叉或缩口处,由于涡流的存在增加了接触次数、减小了冲刷力度,更容易形成结皮。一般的结皮为层状多孔、疏松易碎,但在较高温度下、受热时间较长,也会变得坚硬。
3)预热器结皮堵塞的具体原因。
在实际生产中,导致预热器结皮、堵塞的具体原因很多:
①物料中碱、氯、硫含量过高。挥发性组分在系统内循环富积,在高温下挥发又到低温区凝聚,导致预热器结皮、料流不畅、直至堵塞。
②生料成分波动。若有时生料易烧性变得太好,又没来得及减煤,就很容易将生料烧熔,从而引起结皮、堵塞;若生料中易挥发的成分含量增加,也易引起结皮、堵塞。
③喂料不均匀。若喂料量时多时少,喂煤量跟不上及时的调整,系统温度波动较大,也易将物料烧高粘堵。
④喂煤不稳定。喂煤计量系统下料不稳,即喂煤不均匀,从而易造成系统煅烧匹配失调,也易造成预热器系统粘堵。
⑤燃烧火焰不当。若窑内火焰过长,将火拉到后面烧,易造成窑尾温度过高,物料过热易熔,从而导致预分解系统堵塞。
⑥煤粉燃烧不完全。煤粉燃烧不完全,会被热气流带到上一级设备内继续燃烧,产生局部高温熔融,从而引起结皮、堵塞。
⑦窑尾、预热器漏风,包括外漏和内漏。外漏风主要是改变了漏风处的温度场分布,增大了局部温差,为液相冷凝创造了机会;内漏风主要是改变了系统的物料场分布、增大了物料的内循环,同时导致高温废气的短路、局部温度升高,内循环和高温都会导致液相量的增加,给结皮堵塞创造了机会。
⑧预热器系统衬料剥落。失去衬料的筒体直接与外界及带有物料的热气流接触,由于内外温差增大,物料极易在此处聚集。
⑨翻板阀动作不灵活。导致生料下料不均匀和造成系统内部短路漏风,产生局部高温熔融,从而引起结皮、堵塞。
⑩系统通风不良。系统通风不良、燃烧不好,容易造成还原气氛,与结皮互相促进、形成恶性循环。3
预热器清堵及其四原则1、果断处理预热器堵塞
前面将预热器的堵塞分为“设计瓶颈堵塞、异物瓶颈堵塞、结皮瓶颈堵塞”三类,对于前两种堵塞只要查出原因、采取相应的改进或避免措施,一般是不难解决的;难题在于无法根治的第三种堵塞,要分三个层次解决,首先要避免形成结皮的原因;二是发现结皮后就要及时清理防止其增厚;三是一旦发现有堵塞迹象,要果断地止料处理。这里反复强调“果断”二字,果断、果断、一定要果断!不管是哪一种堵塞,一旦发生是必须要处理的,而且处理的越早越好;在发现和处理预热器堵塞上,要树立“宁可信其有不可信其无、宁可错杀一千绝不放过一个”的思想。因为堵塞的料量集聚很快、处理的时间与集聚的料量成正比,根据集聚的料量不同,处理时间短则十几分钟、长则几十小时;而如果判断错了,不就是重新投一次料吗,十几分钟也就够了。孰轻孰重,十分了然!
2、预热器清堵的四原则
(1)先封闭后开放的原则。主要是在封闭状态下动用空气炮处理,如果空气炮无效再考虑其他措施;
(2)先疏通后捅堵的原则。首先疏通下部通道,为涌堵的物料找到去向,为后续清堵打下基础;
(3)先原因后结果的原则。这里的原因指造成堵塞的直接原因,指卡堵的异物或结皮的根部,往往也是疏通下部的必要;
(4)先容易后难题的原则。当堵塞的集聚料较多、甚至烧结结块时,难以一捅就通,首先要清理靠近通道的物料和容易清除的边际料。
3、预热器清堵的具体措施
(1)按清理的及时性和动作的大小权衡,首先强调的是及时,由及时的小动作逐步向随后的大动作升级。如果堵塞处于空气炮可以触及的部位,要首先考虑使用空气炮处理,这种方式属于“中医”式处理,不需要改变预热器的封闭状态和破坏外部壳体,来得及时、方便;对一些容易堵塞、又没有空气炮的部位,要考虑在事后尽早加装一些空气炮,以备今后使用。如果空气炮处理没有取得效果,就要动用“外科手术”了,或者打开已有的各种孔门人工清理、或者根据需要开一些临时孔口人工清理;对于一些容易堵塞又缺乏必要的清理孔门的部位,可以在事后尽早补开一些孔门,以方便今后的使用和恢复封闭状态。
(2)按照堵塞和疏通的起始点权衡,首先要把造成堵塞的异物处理掉,同时考虑先把堵塞的下部疏通好。堵塞集聚的生料都在异物的上方,在下部疏通以前集聚在上部的生料没有去向,想一次性贯通很难;当然,在清除异物及疏通下部有困难时,也可采用外排式清堵,但这对安全和环保都是不利的,需要采取必要的防护措施。
(3)具体的人工清理方法还有很多,但都各有利弊,需要根据现场情况综合考虑。比如,利用捅料棒处理、利用高压风管处理、利用水炮处理、利用高压水枪处理、利用火炮处理等。但事实上由于高压水枪作用范围有限、水量小效果有限、而且移动不太方便,一般不予采用;由于火炮(雷管、炸药)处理很不安全,属于不得使用范畴。较常用的清理方法主要是前三种,但清理效果与安全性负相关,往往是根据清理的难易程度交叉混合使用。①利用捅料棒捅堵,这是最安全的方式,但由于堵塞的集聚料疏松、粘软,捅料棒从上往下一捅一个眼,一抽又涌住了,往往作用不大;②利用高压风管捅堵,由于出口风具有扩散力和冷却料温的作用,捅堵效果要好一些,而且有可能穿透聚集料层实现下部的优先疏通;③如果清堵比较及时、聚集料温度尚高,可以利用水遇高温料急剧蒸发产生的爆炸力清堵,往往可以获得明显的清堵效果。必须注意,有效果的水炮爆炸力都很强,有可能发生向外喷料和涌料现象,在操作方法上一定要注意安全;最好不用水管直接插入料中放水炮,否则水量不好控制,也难以保证打开后的水源能彻底关死,一是可能断续爆炸,很不安全;二是浇水过多伤及到耐火材料。3
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国