

简介
移动式点焊机这类点焊机又可分为两种:一种是悬挂式,另一种是便携式。前者的阻焊变压器与焊钳可以是分离的,也可以做成一体,不过它们的阻焊变压器和焊钳一般采用水冷式的;后者的阻焊变压器与焊钳总是连在一起的,为减轻重量,便于携带,采用空气自然冷却,但其额定功率不能太大(小于2.5kVA),且负载持续率非常低,通常仅为1次/min。1
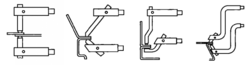
移动式点焊机特点图中a所示为阻焊变压器与焊钳分离的悬挂式焊机,要通过水冷电缆传递焊接电流。由于阻焊变压器与焊钳之间的电缆增加了焊接回路的阻抗,所以这种悬挂式焊机阻焊变压器的二次空载电压较固定式焊机高2~4倍;图中6b所示为阻焊变压器与焊钳一体的悬挂式焊机,故与固定式焊机性能相似。图中c是便携式焊机,主要用于维修工作,为达到简便、轻巧的使用目的,其阻焊变压器采用空气自然冷却形式,虽然额定功率很小(2.5 kVA),负载持续率非常低(仅能每分钟使用1次),但瞬时焊接电流仍可达7 000~10 000 A。

移动式焊机重量较轻、移动灵活、操作方便,可实现全位置、全方位焊接,悬挂式点焊机是汽车自车身焊装线上用的最广泛的焊接设备。在全自动生产线上,通常是将移动式焊机的焊钳安装在机械手上,通过计算机控制,使机械手按指令进行点焊操作,并可将多台机械手安装在年产线上同时对工件不同部位施焊,从而显著提高生产效率。
机械装置点焊机及凸焊机的机械装置中的关键部分为加压机构,它直接影响到焊接质量,装置应满足下列要求:
①刚度好,在工作中不易产生挠曲变形,不失稳,保证上下电极不发生错位。
②加压、消压动作灵活、迅速、无冲击,电极压力随动性好,特别对于凸焊机,其电极压力随动性要求更高。
③能提供适合焊接工艺要求的各种电极压力变化曲线(例如:恒定压力、阶梯形压力及马鞍形压力等)。
④焊接过程中电极压力要稳定。
点焊机及凸焊机的加压机构主要由动力部分和导向部分组成,前者产生压力,后者的作用是保证电极和导电部分在加压和焊接过程中按照一定的方向移动。
按照加压机构的动力来源不同,一般有脚踏式加压机构、电动凸轮传动加压机构、气压传动加压机构、液压传动加压机构和气一液压复合传动加压机构等,最新开发的还有用伺服电机驱动的加压机构。
脚踏和电动凸轮传动的加压机构分别是利用脚踏带动的杠杆或电动机驱动的凸轮将弹簧压缩,弹簧的压紧力通过杠杆扩力后成为电极力。这两种加压机构只能用于圆弧运动式点焊机上,结构简单、操作方便,但由于电极力会随电极磨损及弹簧性能变化而变化,很难保证恒定的焊接质量。所以这两种加压机构一般用于小批量手工操作或压缩空气不易得到的场合。
目前在点焊机和凸焊机中,应用最多是气压传动加压机构,这种加压机构通常是自动控制的,加压和消压动作迅速、灵活,而且电极压力可以根据要求随时调节,可以用于垂直运动式点(凸)焊机、圆弧运动式点焊机或悬挂式点焊机上。2
电极夹臂与电极选择电极夹臂的选择为满足不同焊接场合的需要,焊钳上装配的电极夹臂有多种形式,如下图所示。选择的基本原则是:在保证正常焊接的前提下,应选择尽量短的电极臂。
电极的选择电极的质量直接影响焊接过程、焊接质量和生产率。电极材料常用纯铜、镉青铜、铬青铜等制成。电极的形状多种多样,主要根据焊件形状确定。

电极头直径增加,熔核直径就减小,电极头过细,熔核尺寸将不会再增大。为了获得所要求的焊接强度,电极头直径必须适当控制。
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国