

测定方法
密度法
结晶度=(Va-V)/(Va-Vc)*100%
Va——完全无定形聚合物的比容;
Vc——完全结晶聚合物的比容;
V——试样的比容(比容为密度的倒数);
热分析法
X射线检测、核磁共振
结晶性塑料结晶性塑料有明显的熔点,固体时分子呈规则排列。规则排列区域称为晶区,无序排列区域称为非晶区,晶区所占的百分比称为结晶度,通常结晶度在80%以上的聚合物称为结晶性塑料。常见的结晶性塑料有:聚乙烯PE、聚丙烯PP、聚甲醛POM、聚酰胺PA6、聚酰胺PA66、PET、PBT等。
结晶对塑料性能的影响1)力学性能 结晶使塑料变脆(耐冲击强度下降),韧性较差,延展性较差。
2) 光学性能 结晶使塑料不透明,因为晶区与非晶区的界面会发生光散射。减小球晶尺寸到一定程度,不仅提高了塑料的强度(减小了晶间缺陷)而且提高了透明度,(当球晶尺寸小于光波长时不会产生散射)。
3)热性能 结晶性塑料在温度升高时不出现高弹态,温度升高至熔融温度TM 时,呈现粘流态。因此结晶性塑料的使用温度从Tg (玻璃化温度)提高到TM(熔融温度)。
4)耐溶剂性,渗透性等得到提高,因为结晶分排列更加紧密。1
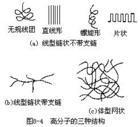
影响结晶的因素高分子链结构
对称性好、无支链或支链很少或侧基体积小的、大分子间作用力大的高分子容易相互靠紧,容易发生结晶。
温度
高分子从无序的卷团移动到正在生长的晶体的表面,模温较高时提高了高分子的活动性从而加快了结晶。
压力
在冷却过程中如果有外力作用,也能促进聚合物的结晶,故生产中可调高射出压力和保压压力来控制结晶性塑料的结晶度。
形核剂
由于低温有利于快速形核,但却减慢了晶粒的成长,因此为了消除这一矛盾,在成型材料中加入形核剂,这样使得塑料能在高模温下快速结晶。
结晶性塑料对注塑机和模的要求1)结晶性塑料熔解时需要较多的能量来摧毁晶格,所以由固体转化为熔融的熔体时需要输入较多的热量,所以注塑机的塑化能力要大,最大注射量也要相应提高。
2)结晶性塑料熔点范围窄,为防止射咀温度降低时胶料结晶堵塞射咀,射咀孔径应适当加大,并加装能单独控制射咀温度的发热圈。
3)由于模具温度对结晶度有重要影响,所以模具水路应尽可能多,保证成型时模具温度均匀。
4)结晶性在结晶过程中发生较大的体积收缩,引起较大的成型收缩率,因此在模具设计中要认真考虑其成型收缩率
5)由于各向异性显著,内应力大,在模具设计中要注意浇口的位置和大小,加强筋和位置与大小,否则容易发生翘曲变形,而后要靠成型工艺去改善是相当困难的。
6)结晶度与塑件壁厚有关,壁厚冷却慢结晶度高,收缩大,易发生缩孔、气孔,因此模具设计中要注意控制塑件壁厚的控制。2
结晶性塑料的成型工艺1)冷却时释放出的热量大,要充分冷却,高模温成型时注意冷却时间的控制。
2)熔态与固态时的比重差大,成型收缩大,易发生缩孔、气孔,要注意保压压力的设定
3)模温低时,冷却快,结晶度低,收缩小,透明度高。结晶度与塑件壁厚有关,塑件壁厚大时冷却慢结晶度高,收缩大,物性好,所以结晶性塑料应按要求必须控制模温。
4)各向异性显著,内应力大,脱模后未结晶折分子有继续结晶化的倾向,处于能量不平衡状态,易发生变形、翘曲,应适当提高料温和模具温度,中等的注射压力和注射速度。 在市场上, 塑料种类很多,但是做塑料的人一般只知道分为工程塑料和日用塑料两类。实质上,塑料有结晶塑料和非结晶塑料之分。 结晶塑料:尼龙、丙烯、乙烯、聚甲醛等等; 非结晶塑料:聚碳、ABS、透苯、氯乙烯等等。 聚合物结晶的影响因素可以分两部分:内部结构的规整性,以及外部的浓度、溶剂、温度等。结构越规整,越容易结晶,反之则越不容易,成为无定型聚合物。结构因素是最主要的。 要提高聚合物的结晶取向,从结构来说,可以: 增加分子链的对称性; 增加分子链的立体规整性; 增加重复单元的排列有序性,即无规共聚; 增加分子链内含的氢键; 降低分子链的支化度或交联度; 从外部因素来看,可以在工厂实施的方法: 退火,缓慢降温可以提高结晶度; 注意应力的影响。如橡胶和纤维,应力条件下就加速结晶。 溶剂的选择。良溶剂中不易结晶。
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国