

气动砂带机主要用于狭小,复杂,难进入研磨的部位研磨。
简介主要用于狭小,复杂,难进入研磨的部位研磨,在自行车、铝合金、锌合金压铸品研磨方面应用比较广泛。
简介为以下几点:
1、静音、无振动、气动马达有非常强的力量。
2、利用海棉轮的柔软,配合砂布环带研磨,各角度、圆面、平面立刻显现。
3、线条显示研磨可利用研磨控制板来调整。
4、特殊的凸型夹方便握持、操作。
5、由于有后方排气式,故油和水不会粘附于研磨表面。
6、体型小、重量轻、在长时间操作时。
7、减少加工层次。
8、减少工具种类之准备。1
特点优势加工效率高、应用范围广、适应性强、使用成本低、操作安全方便等特点而深受用户亲睐。在国外,砂带磨削技术已有了很大的进步,其加工对象和应用领域日趋广泛,它几乎能加工所有的工程材料,从一般日常生活用具到大型宇航器具无所不可应用,并已成为获取显著经济效益的一种重要手段。其作为一种加工技术之所以受到人们日益广泛的重视,得到迅速发展,是因为它具有以下一些重要的特点:
1、砂带磨削是一种弹性磨削,是一种具有磨削、研磨、抛光多种作用的复合加工工艺。
2、砂带磨削工件表面质量高。这除了因其具有磨削、研磨和抛光的多重作用外,还因为:
(1)相对砂轮磨削而言,砂带磨削有"冷态磨削"之称,即磨削温度低,工件表面不易出现烧伤等现象。
(2)砂带磨削系统震动小且稳定性好。
(3)磨削速度稳定,砂带驱动轮不会象砂轮一样越磨直径越小速度越慢。
3、砂带磨削精度高。由于砂带制作质量和砂带磨床生产水平的提高,砂带磨削早已跨入精密和超精密加工的行列,最高精度已达到0.1mm以下。
4、砂带磨削成本低。这主要表现在:
(1)砂带磨削设备简单。与砂轮磨床相比,砂带磨床简单得多,这主要是因为砂带质量轻,磨削力小,磨削过程中震动小,对机床的刚性及强度要求都远低于砂轮磨床。
(2)砂带磨削操作简便,辅助时间少。不论是手动还是机动砂带磨削,其操作都非常简便。从更换调整砂带到被加工工件的装夹,这一切都可以在很短的时间内完成。
(3)砂带磨削比大,机床功率利用率高,切削效率高。这使得切除同等重量或体积的材料所消耗的工具和能源费用减少,占用时间短。
5、砂带磨削非常安全,噪音和粉尘小,且易于控制,环境效益好。
6、砂带磨削工艺灵活性大、适应性强。这表现在:
(1)砂带磨削可以十分方便地用于平面、内、外圆和复杂曲面的磨削。设计一台砂带磨头装置作为功能部件可以装在车床上进行车后磨削,也可以装在刨床上使用,同时还可以设计成各种专用的磨床。利用砂带磨削的这种特性能够很容易地解决一些难加工零件,如超长、超大的轴类和平面零件的精密加工。
(2)砂带的基材、磨料、粘结剂均有很大的选择范围,能适应各种用途的需要。砂带的粒度、长度和宽度也有各种规格,并有卷状、环状等多种形式可供选用。对同一种工件,砂带磨削可以采用各种不同的磨削方式和工艺结构进行加工。
7、砂带磨削的应用范围极其广泛砂带优越的磨削性能和灵活的工艺特性决定了它具有极其广泛的应用范围,从日常生活到工业生产的各行各业,砂带机磨削几乎遍及所有领域。其应用形式之多样,范围之广泛是其它任何一种加工方法所不能比拟的。具体表现在:
A.砂带磨削几乎能磨削一切工程材料。除了砂轮磨削能加工的材料外,其还可以加工诸如铜、铝等有色金属和木材、皮革、塑料等非金属软材料。特别是砂带磨削的"冷态"磨削效应使之在加工耐热难磨削材料时更显出独特的优势。
B.砂带磨削能够加工表面质量及精度要求高的各种形状的工件。砂带磨削不但可以加工常见的平面、内外圆表面的工件,还能以极高的效率加工表面质量及精度要求都较高的大型或异型件。
C.砂带机设备形式多样,品种繁多。其可在各种通用型砂带磨削设备上进行。通用型砂带磨削设备小的有手提式砂带抛光机、万能砂带抛光机、台式砂带抛光机;大的有外圆砂带磨床、平面砂带磨床、无心砂带磨床和内圆砂带磨床等等。专用的砂带磨床有凸轮轴砂带仿形磨床、工业罐体砂带抛磨机、汽车轮胎钢圈端面砂带抛磨机、摩托车油箱砂带抛磨机、专用不锈钢星盆发丝机等。2
技术指标相关参数
|| ||
特性1、砂带20*520mm。
2、转速快效率高。
3、角度可旋转操作简易。
4、马力强且安全节能。
注意事项1、每天需加润滑油。
2、操作时请戴口罩。
3、检查工作压力。
4、定期保养或更换叶片。
适用领域1、铝铸制品表面打磨修边。
2、家具木质行业。
3、玻璃钢,金属制品。
零件结构图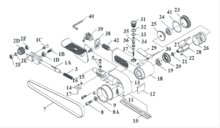
结构图如下图所示:
实际操作规程操作程序1、在进行砂光作业时,零部件一定要拿稳,顺着部件的形状慢慢靠近砂带;注意部件靠近砂带的过程中,应逐渐加大握部件的力度。
2、在砂光过程中一定要不停来回摆动,防止用力不均而造成部件砂变形的现象。
3、作业过程中,砂磨的方向一定要顺木纹方向砂,否则部件表面会出现横砂印;但有些纵横交错的部件,则要先横向,再后纵向,才会有较好的表面品质效果。
4、要边操作边检查,不得有砂变形或者没砂到位、起毛等现象,对出现砂痕较严重要时,要及时处理。
5、对补土或补木灰的部件,要等补土和木灰完全干透后才能砂光,防止补土和胶水粘在砂带在,造成砂光不良。
6、加工好的部件,要摆放在事先准备好的垫板或料架上,并码放整齐。
7、作业完毕,关闭电源,清理作业现场,并按有关规定对设备进行保养。3
注意事项1、作业员严禁穿宽松的衣服,戴手套,长发必须盘起来产藏于帽子内。
2、严禁精神不佳或酒后作业。
3、在安装砂带时应注意砂带的松紧适当。
4、启动砂机时,操作者应背离砂带,以免砂带滑出伤人。
5、在砂磨过程中,操作者一定要注意人身安全,严禁将手伸到砂带的前台位置或碰砂带。
6、砂磨部件应尽量顺木纹砂磨,如遇节疤裂纹等缺陷,应更注意压料板的用力,不能致使砂带撕裂。
7、砂机在不使用时请将总闸关闭。1
本词条内容贡献者为:
何星 - 副教授 - 上海交通大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国