

电弧熔炼是利用电能在电极与电极或电极与被熔炼物料之间产生电弧来熔炼金属的电热冶金方法。电弧可以用直流电产生,也可以用交流电产生。当使用交流电时,两电极之间会出现瞬间的零电压。在真空熔炼的情况下,由于两电极之间气体密度很小,容易导致电弧熄灭,所以真空电弧熔炼一般都采用直流电源。
简介按照加热方式不同,电弧熔炼又分为直接加热式电弧熔炼和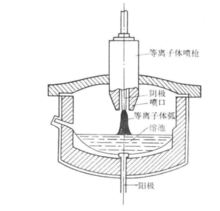 间接加热式电弧熔炼两类。电弧熔炼的主要技术经济指标有熔炼时间、单位时间熔炼固体炉料的数量(生产能力)、单位固体炉料电耗及耐火材料、电极消耗等。
间接加热式电弧熔炼两类。电弧熔炼的主要技术经济指标有熔炼时间、单位时间熔炼固体炉料的数量(生产能力)、单位固体炉料电耗及耐火材料、电极消耗等。
分类直接加热式电弧熔炼直接加热式电弧熔炼的电弧产生在电极棒和被熔炼的炉料之间,炉料受电弧直接加热,电弧是熔炼得以进行的热量来源。直接加热式电弧熔炼主要有非真空直接加热式三相电弧炉熔炼法和直接加热式真空自耗电弧炉熔炼法两种。
(1)非真空直接加热式三相电弧熔炼法。这是炼钢常用的方法。炼钢电弧炉就是非真空直接加热式三相电弧炉中最主要的一种。人们通常说的电弧炉,就是指的这一种炉子。为了得到高合金钢,必须往钢中加入合金成分,调整钢中含碳量以及其他合金成分含量,脱除有害杂质硫、磷、氧、氮以及非金属夹杂物至产品规定的范围以下。这些熔炼任务在电弧炉中完成最为方便。在电弧炉内可以通过造渣将炉内气氛控制到呈弱氧化性甚至还原性。电弧炉内合金成分烧损较少,加热过程比较容易调节。因此,尽管电弧熔炼需要消耗大量的电能,但工业上仍然用这种方法来熔炼各种高级合金钢.
(2)直接加热式真空电弧炉熔炼法。它主要用来熔炼钛、锆、钨、钼、钽、铌等活泼和高熔点金属以及它们的合金,也用来熔炼耐热钢、不锈钢、工具钢、轴承钢等合金钢。经直接加热式真空自耗电弧炉熔炼出来的金属,其气体和易挥发杂质含量下降,铸锭一般不会出现中心疏松,锭子结晶较均匀,金属性能得到改善。直接加热式真空自耗电弧炉熔炼存在的问题是较难调整金属(合金)的成分。炉子设备费虽比真空感应炉低得多,但比电渣炉高,熔炼费用也较之高许多。真空自耗电弧炉是1955年才开始应用于工业生产,最初用于熔炼钛,随后用来熔炼其他高熔点金属和活泼金属及合金钢等。1
间接加热式电弧熔炼间接加热式电弧熔炼的电弧产生在两根石墨电极之间,炉料被电弧间接加热。这种熔炼方法主要用来熔炼铜和铜合金。间接加热式电弧熔炼由于噪声大、熔炼金属质量较差,正逐渐被其他熔炼方法所取代。
真空电弧熔炼的铜铬触头材料组织性能分析金属材料的性能是由其成分、组织和结构决定的) 实际应用已经证明了铜铬仍是当前综合性能最好的真空断路器触头材料,但是不同工艺方法制造的铜铬材料、具有不同组织结构的铜铬材料,其性能差异很大。
通常触头经过几次大电流分断后具有更高的开断可靠性,这一现象引发了专业技术人员研究用真空电弧熔炼的方法来制造铜铬触头材料的想法,西门子公司的实践证明了真空电弧熔炼工艺制造的铜铬触头材料性能的优越性和实际应用的可行性。
铜铬触头的金相组织与形成机理大电流开断后的触头表面金相分析显示,触头表面是一层铬在铜中呈非常细小弥散分布的组织,这层组织不同于开断前的原始组织,厚度约150微米,铬颗粒大小约1-5微米。分析认为,开断大电流过程中电弧产生的高温使触头表面的铜铬发生了互溶反应,熄弧后,随着温度的下降,触头表面铜铬熔液中的铬结晶,从铜中过饱和析出,而真空灭弧室导电系统良好的导热性为铜铬触头提供了很强的散热能力,使铜铬熔液迅速冷凝,形成了铬在铜中呈细小弥散分布的组织。
因此,除了通常采用的粉末冶金方法外,冶炼的方法不仅可以制造铜铬材料,而且可以获得铬在铜中呈细小弥散分布的铜铬组织:(1)把铜和铬加热到铬的熔点1890℃以上使其熔化;(2)凝固时为铜铬熔液提供足够快的冷却速度,即可用冶炼的方法制造机械混合物组织的铜铬材料。这为真空电弧熔炼工艺制造铜铬触头材料提供了依据。
金相组织对电气性能的影响触头材料是一种金属功能材料。在非纳米概念的范畴,当触头材料的结晶组织是假合金、机械混合物时,发挥和承担电接触功能的作用主要是靠触头材料组成元素本身的物理和化学性质。而理想的组织结构则能改善材料的性能,能更充分地发挥其有利的物理和化学性质的作用,同时抑制不利的物理和化学性质产生的影响。在触头材料研究中,首先要解决的两个问题是:(1)选择理想的组元和成分;(2)寻求理想的组织结构。其后才是如何实现理想的组元成分和组织结构,最终实现研究工作的目标。
由于铜和铬既不固溶,也不形成金属间化合物,使得铜铬材料不仅保持了铜和铬各自单一的特性,而且还保存着它们共同的特性。当铜铬材料用作真空断路器触头时,铜和铬的这些单一特性和共同特性承担着真空断路器触头的主要功能作用,也使其表现出比原先使用的铜中添加低熔点高蒸气压元素等其他触头材料更为优异的综合电气特性,即铜具有良好的导电和导热性能,是理想的触头材料组元(在真空下表现得更为突出),使铜铬材料具有承载和分断大电流的能力;铬具有较高的熔点和机械强度、低的截流水平和强的亲氧性,使铜铬材料具有耐电弧烧、抗熔、截流水平低和介质强度恢复快等特性;为难得的是,铜和铬具有相近的蒸气压,使得铜铬触头在真空电弧的作用下,表面的铜和铬蒸发和冷凝的速度相当,触头表面始终能基本保持其原有的成分,触头不会因为经过多次分断后,表面成分发生变化而导致触头电气性能的变化。这对保证电器可靠性是非常重要的。
经过电弧熔炼的铜铬触头材料与粉末冶金方法制造的铜铬触头材料相比,结晶组织中夹杂的数量要少得多、颗粒要小得多,这些夹杂主要是金属氧化物,如氧化铝、氧化铬和氧化硅,在电弧熔炼过程中,制成自耗电极的铜和铬逐渐被熔化,铜铬铸锭随之长高,为了保证整个铸锭组织的均匀性,在熔炼过程中铸锭必须始终保持一段连续的熔池。由于金属氧化物的熔点高、比重小,铜和铬熔化后,金属氧化物会上浮,聚积在熔池的表面,随熔池移至铸锭的顶端,直到熔炼结束后而被切除;或被电弧吹到熔池边缘,冷凝在铸锭外圆表面而被去除;电弧熔炼的真空氛围还有利于铜和铬中低熔点高蒸气压元素的去除。可见,真空自耗熔炼有区域熔炼的提纯效果。2
本词条内容贡献者为:
王强 - 副教授 - 西南大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国