

热轧(hot rolling)是相对于冷轧而言的,冷轧是在再结晶温度以下进行的轧制,而热轧就是在再结晶温度以上进行的轧制。简单来说,一块钢坯在加热后经过几道轧制,再切边,矫正成为钢板,这种叫热轧。能显著降低能耗,降低成本。热轧时金属塑性高,变形抗力低,大大减少了金属变形的能量消耗。热轧能改善金属及合金的加工工艺性能,即将铸造状态的粗大晶粒破碎,显着裂纹愈合,减少或消除铸造缺陷,将铸态组织转变为变形组织,提高合金的加工性能。
热轧的简单概念及特点热轧是指在金属再结晶温度以上进行的轧制。
再结晶就是当退火温度足够高,时间足够长时,在变形金属或合金的纤维组织中产生无应变的新晶粒(再结晶核心),新晶粒不断的长大,直至原来的变形组织完全消失,金属或合金的性能也发生显著变化,这一过程称为再结晶,其中开始生成新晶粒的温度称为开始再结晶温度,显微组织全部被新晶粒所占据的温度称为终了再结晶温度,一般我们所称的再结晶温度就是开始再结晶温度和终了再结晶温度的算术平均值,一般再结晶温度主要受合金成分、形变程度、原始晶粒度、退火温度等因素的影响。
以上就是理论上的热轧的简单原理,在我们铝加工行业的实际生产中主要的体现是,当铸锭在加热炉内加热到一定的温度,也就是再结晶温度以上时,进行的轧制,而这一个温度的确定主要依据是铝合金的相图,也就是最理想化的情况下,加热温度的确定为该合金在多元相图中固相线80%处的温度为依据,这就牵扯到了不同合金多元相图的问题,加热温度的确定是以该合金固相线的80%为依据,在制度的执行中,根据实际的生产情况,根据设备的运行情况,多加修改所得到的适合该合金生产的温度。
热轧的特点:
1、能耗低,塑性加工良好,变形抗力低,加工硬化不明显,易进行轧制,减少了金属变形所需的能耗。
2、热轧通常采用大铸锭、大压下量轧制,生产节奏快,产量大,这样为规模化大生产创造了条件。
3、通过热轧将铸态组织转变为加工组织,通过组织的转变使材料的塑性大幅度的提高。
4、轧制方式的特性决定了轧后板材性能存在着各向异性,一是材料的纵向、横向和高向有着明显的性能差异,二是存在着变形织构和再结晶织构,在冲制性能上存在着明显的方向性。1
生产工艺轧机简介在带钢热轧机上生产厚度为1.2~8mm成卷热轧带钢的工艺。带钢宽度600mm以下称为窄带钢;超过600mm的称为宽带钢。第一台带钢热连轧机于1905年在美国投产,生产宽 200mm的带钢。带钢热轧机的技术经济指标优越,发展很快。在工业发达国家,1950年以前热轧宽带钢的产量约占钢材总产量的25%,70年代已达50%左右。热轧带钢的原料是连铸板坯或初轧板坯,厚度为130~300mm。板坯在加热炉中加热后,送到轧机上轧成厚1.00~25.4mm的带钢,并卷成钢卷。轧制的钢种有普通碳钢、低合金钢、不锈钢和硅钢等。其主要用途是作冷轧带钢、焊管、冷弯和焊接型钢的原料;或用于制作各种结构件、容器等。1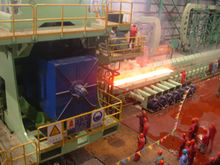
轧机组成带钢热轧机由粗轧机和精轧机组成。粗轧机组分半连续式、3/4连续式和全连续式三种:①半连续式有一台破鳞(去掉氧化铁皮)机架和 1台带有立辊的可逆式机架;②3/4连续式则除上述机架外,还有2台串列连续布置机架;③全连续式由6~7台机架组成。精轧机组均由5~7台连续布置的机架和卷取机组成。带钢热轧机按轧辊辊身长度命名,辊身长度在914mm以上的称为宽带钢轧机。精轧机工作辊辊身长度为1700mm的,称为1700mm带钢热轧机,这种轧机能生产1550mm宽的带钢卷。
带钢热轧按产品宽度和生产工艺有四种方式:宽带钢热连轧、宽带钢可逆式热轧、窄带钢热连轧以及用行星轧机热轧带钢。1
热轧原理1、轧制的理论:轧制是借助旋转轧辊的摩擦力将轧件拖入轧辊间,同时依靠轧辊施加的压力使轧件在两个轧辊或两个以上的轧辊间发生压缩变形的一种材料加工方法。
2、轧制参数:轧制变形过程,厚度方向的压缩是主导变形。当轧件厚度方向受到轧辊压缩时,将使金属发生沿纵向和横向的流动,但是纵向的延伸变形总是大大超过横向的扩展量,这是因为辊面摩擦力对宽向流动的阻碍总是大于纵向,也就是说,相对纵向而言,横向的宽展总是比较小,轧制时的变形指数主要为:
1)绝对压下量:表示轧制前后轧件厚度绝对的变化量,便于生产操作上直接调整轧辊的辊缝值。
2)加工率:用于记录近似变形程度。
3)宽展:生产现场用于表示宽展的绝对增加值。
生产现场涉及到得最基本的参数就以上几个,其它的比如伸长率,延伸系数等只是为了理论的分析。所以在现场用的最多的就是根据金属塑性变形的体积不变条件计算轧后的长度、加工率等。
3、轧制过程的建立:轧制过程总共经历4个阶段,分别为咬入阶段,拽入阶段,稳定轧制阶段和轧制终了阶段。
1)咬入阶段:轧件开始接触旋转的轧辊,轧辊开始对轧件施加作用,将其拖入辊缝间,以便建立轧制过程。
2)拽入阶段:一旦轧件被旋转着的轧辊咬着后,轧辊对轧件的拖拽力增大,轧件逐渐充满辊缝,直至轧件前端到达两辊连心线位置为止。
3)稳定轧制阶段:轧件前端从辊缝间出来后,继续依靠旋转轧辊摩擦力对轧件的作用,连续、稳定地通过辊缝,产生所需要的变形,厚度方向压缩,纵向延伸。
4)轧制终了阶段:从轧件后端进入辊缝间的变形区开始,直至轧件与轧辊完全脱离接触为止。
4、实际轧制生产中会出现轧件不能顺利被轧辊咬入,致使轧制过程停止,以及咬入角不合理引起板材塑性变形不均匀的情况,不仅降低了生产效率,而且产品易存在质量问题,这是因为咬入并轧制的过程是一个不稳定过程,当咬入的时候,变形区的几何参数,运动学参数都是变化的,所以咬入角即轧辊与轧件接触部分所夹的中心角是轧制过程中一个极其重要的影响因素,合理的咬入角应当在15度到20度之间,且当轧辊半径相同时,咬入角随压下量呈抛物线形增长。
5、稳定轧制是轧制过程的主要阶段,但是咬入过程却是建立轧制过程的先决条件。
轧件在咬入的这一瞬间,轧件受到轧辊的正压力N和切向摩擦力T的作用,根据摩擦定律,可以将N和T分解为同一方向上的两个力,即垂直方向上和水平方向上,这样就有了N和T两个力的分力在两个方向上的叠加,叠加后在垂直方向上让轧件受到压缩,产生塑性变形,而水平方向上的两个力方向相反,即如果要顺利的咬入的话,T 的水平方向上分力要大于N的水平方向上的分力,这样就固定了一个指标即咬入角来判定咬入状态。
6、稳定轧制时的咬入条件
轧件咬入后,轧制进入拽入阶段,轧件与轧辊间的接触面随着轧件向辊缝间的充满而增加,因此轧辊对轧件的作用力点的位置也向出辊方向移动,使辊间的力平衡状态发生变化,经过公式计算得出α
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国