

矫正机是专门用于焊接H型钢矫正设备,其中主传动滚轮和上压轮均采用优质合金钢制造,并进行热处理工艺,确保使用寿命,该机操作简单,方便易学。
简介轧件从轧辊间出来后,往往有些弯,在冷却和运输过程中,也会产生弯曲变形和翘曲。为了得到较平的钢板,所以耍经矫正机矫平。
矫正机分别布置在主轧机和常化炉后面。轧制和热处理后的钢板,由辊道输送到矫正机进行矫正。矫正温度一般在650℃至800℃之间。矫正的道次,根据钢板的厚度和变形的大小来决定,一般矫3~5道。钢板厚,变形小,则矫正道次少。钢板薄,变形大,则矫正道次多。
当钢板进入矫正机后,上、下工作辊对钢板的单位作用力,超过钢板在该状态的屈服应力,使钢板在矫正过程中,产生塑性变形和弹性变形,经过多次的反复弯曲,消除了钢板原有的不平度,得到较平的钢板。矫直钢板时,矫直辊内通水冷却。1
特点1、矫正轮使用实心轴承钢,高频热处理后研磨、镀硬铬,经本机矫正后光滑平顺无压痕,不损材料表面
2、本机可单独使用,同时可配合MT型、MTD型自动送料架一并使用,效果良好
3、本机采用大型气缸压料,矫正调节采用同步蜗轮、蜗杆调节。手柄转动一圈,矫正上轮仅下降1mm可作精细的调整
4、高刚性机械结构,大马力的输出。可作高速稳定的送料,提高生产效率,延长设备使用年限.
多辊钢板矫正机多辊钢板矫正机,可使钢板反复弯曲,达到矫平的目的,钢板的弯曲是通过一系列轴辊来实现的。根据轴辊的排列形式,钢板矫正机分上、下排轴辊平行式和不平行式两种,如下图。
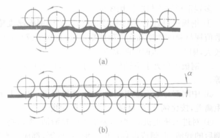
1、工作原理
两排轴辊之间的间隙可由专门机构调整,一般取间隙的数值略小于钢板的厚度,这样才能使钢板通过时,受到相反方向的多次交变弯曲,使其内应力超过材料的屈服强度,使钢板得到矫平。
矫正薄钢板用的矫正机,轴辊的数目要多,轴辊的直径要小;反之,矫正厚钢板时,轴辊的数目要少,轴辊的直径要大。这是因为钢板越薄越富有弹性,需要在矫正过程中,通过更多的轴辊,产生更多的波浪变形来克服弹性,达到矫正的目的。
未经矫正的钢板,是由于内部组织不均匀,以及其他方面的原因而产生凸凹不平的。当钢板通过轴辊滚压,而产生波浪变形的时候,其内部组织结构得到了重新调整,组织均受到一定的拉伸,排列也更加均匀。因此,板料通过波浪形的辊轧以后变为平整状态。这就是多辊钢板矫正机矫平钢板的工作原理。
2、使用注意事项
多辊钢板矫正机的使用要点是:
①钢板进口处上下轴辊间的距离,要比钢板厚度略小。具体数值视材料的性质和变形程度来定,板料较薄或材料的屈服强度较大,则上下轴辊间的距离应近一些。
②钢板出口处上下轴辊之间的距离,应与所矫钢板的厚度相等。
③中间部分上下轴辊间的距离,要根据进、出口上下轴辊间的距离差,按比例分排,呈现一个适当的倾角。
④对进入矫正机的钢板,要求表面要清洁、无污物。尤其是气割后的残渣、毛刺或电焊后的疤痕、焊痘等,都应铲平磨光,以免硌伤轴辊和硌伤所矫的钢板。2
操作规程1、清理设备,将阻碍设备和H—型钢运行的一切杂物清除,特别要将阻碍型钢行走的焊缝打磨掉。
2、根据被矫正H型钢翼缘板的宽度和厚度调整好上机架的各相关位置,使孔道能够满足该H型钢范围的需要。注意:当翼源板厚度超过25mm时,一般需要往返矫正多次(每次在1~2mm之间)。
3、将矫正机进行空运转,各传动部件必须运行平稳,无卡阻,过热等异常现象。
4、将H型钢的端部送入矫正机,停止主传动辊的运行,根据翼板的厚度及其变形量来启动下压电机,调整好一次性的下压量。
5、根据腹板的厚度,翼板的宽度以及长度方向的纵的变形量来调节导向辊的位置,确保导向辊不受过大的轴向力。
6、矫正孔道以及导向辊调节好后,启动主传动辊,H型钢在该孔道内行走,即可矫正其翼缘板的变形。
7、设备在工作时,必须严格注意安全,如发生故障,应该立即停车进行检查,排除故障后才可再工作。
维修保养1、经常检查各个运动部件和固定件结合处,若发现异常现象,则做好紧固工作。
2、本机只能矫正翼缘板焊变形,不能矫正腹板与翼缘板的垂直度以及H型钢的直线度。
3、机器在运行工作过程中,绝对不能启动压下装置。
4、工作过程中,进出料口处不得站人,以避免H型钢撞伤。
5、工作的起吊翻转过程不能在轨道上进行,避免工件滑落,损坏设备。
6、摆线针轮减速器初次使用一个月后,应换油。以后每半年更换一次。
本词条内容贡献者为:
王伟 - 副教授 - 上海交通大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国