

真空铸造是金属在真空室中进行熔炼、浇注和结晶的铸造过程。真空铸造可以使金属中的气体含量减到最少,可以防止金属氧化。用此法可以生产要求很高的特殊合金钢铸件和极易氧化的钛合金铸件等。真空铸造费用高,一般多用于冶炼蒸气压力高、易于挥发损失的合金和高质量铸件,铸型不应含有挥发物。1
真空铸造的分类真空铸造一般分为真空吸铸和真空压铸两种形式。2
真空吸铸真空吸铸是将铸型浇口(或升液管)插入金属液中,再将铸型抽真空,使铸型型腔内为负压,在负压作用下使金属液沿浇口(或升液管)上升并充满铸型、凝固成形,从而获得铸件的一种铸造方法。3
工艺原理
真空吸铸的工艺原理如图1所示,把熔模壳型放在密封室内,密封室下降,直浇道浸入液体金属中,而后启动真空泵将密封室抽成真空,液体同时被吸铸。型壳内铸件凝固后,真空状态解除,浇道内的残余金属液体回流到熔炉中,经清砂得到真空吸铸铸件。4
工艺分类根据真空吸铸工艺建立压差的不同,可将真空吸铸分为直接吸铸法和特殊真空吸铸法。
(1)直接吸铸法
以CLA法为例,首先把普通熔模工艺制作的型壳放在密封室内,密封室下降,直浇道插入液态金属。起动真空泵将密封室抽成真空,液态金属同时充型。待型壳内金属液凝固后,使密封室接通大气,消除真空,浇道内尚未凝固的液体金属再流回到坩埚内。最后取出型壳清砂得到铸件。除CLA法,还有倾转倒置法真空吸铸,即在真空吸铸充型完成后,将铸型倒置,由直浇道内剩余的金属液为铸件凝固提供补缩。此种方法易于实现连续化生产,具有很高的生产效率。
(2)特殊真空吸铸法
此类真空吸铸方法主要是根据所浇注的铸件工艺要求或合金种类对真空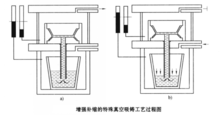 吸铸的过程增加了一些特殊化的操作。比如,为增强真空吸铸的补缩能力。在完成上密封室抽真空(见图2a);金属液充满型腔后,下密封室接着通入压缩气体,提高上下密封室之间的压差(见图2b),从而增强铸件结晶凝固期间的金属液补缩能力。其工艺过程示意如图2所示。还有采用惰性气体保护的真空吸铸,该方法主要用于生产高温合金及易氧化合金的真空熔炼及浇注的吸铸法(又称CLV法),该方法是将金属在真空下熔化后,向真空熔炼室和吸铸室同时通入惰性气体,并使它们保持相同的气压。将型壳浇道或升液管插入金属液,然后降低吸铸室压力,进行吸铸。在保持一定时间后,卸压后直浇道中金属液流回坩埚。3
吸铸的过程增加了一些特殊化的操作。比如,为增强真空吸铸的补缩能力。在完成上密封室抽真空(见图2a);金属液充满型腔后,下密封室接着通入压缩气体,提高上下密封室之间的压差(见图2b),从而增强铸件结晶凝固期间的金属液补缩能力。其工艺过程示意如图2所示。还有采用惰性气体保护的真空吸铸,该方法主要用于生产高温合金及易氧化合金的真空熔炼及浇注的吸铸法(又称CLV法),该方法是将金属在真空下熔化后,向真空熔炼室和吸铸室同时通入惰性气体,并使它们保持相同的气压。将型壳浇道或升液管插入金属液,然后降低吸铸室压力,进行吸铸。在保持一定时间后,卸压后直浇道中金属液流回坩埚。3
工艺特点(1)成品率高,铸件质量好吸铸时,金属液充型平稳,氧化夹渣和飞溅少,减少了铸件的气孔和夹渣等缺陷,提高了成品率。此外,可以采用较低的浇注温度进行浇注,使铸件晶粒细化,力学性能提高。
(2)良好的充型性能。吸铸时,铸型型腔内的反压小且充型速度可调,因而充型能力强,铸件最薄处可达到0.3mm。
(3)大大提高了金属液的利用率和工艺出品率。
(4)简化工艺,降低成本。
(5)易于实现机械化,劳动生产率高。与普通熔模铸造工艺相比,每个模组可多组装蜡模,一般可提高产量85%~135%。3
应用范围真空吸铸适用于熔模铸造、陶瓷型铸造、壳型铸造、石膏型铸造、石墨型铸造及砂型铸造,可用于生产铝合金、镁合金、钛合金、不锈钢及高温耐热合金等平均壁厚小于5mm的复杂薄壁铸件,以及单件浇注重量小于100kg的铸件。3
真空压铸真空压铸是在压铸模型腔内建立一定的真空度后进行压铸的一种工艺方法,其真空度一般在50~80kPa范围内。5
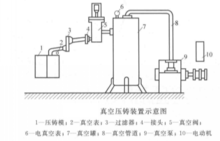
工艺原理真空压铸装置如图3所示。真空压铸工艺方法主要有两种形式。
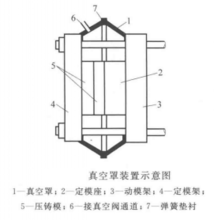
(1)采用真空罩封闭整个压铸模。如图4所示。合模时真空罩将整个压铸模封闭,液态金属浇入压室后,利用压射冲头将压室密封,然后打开真空阀,将真空罩内空气抽出,待真空度达到要求时即可进行压铸。此法每次抽气量较大,且不适于有液压抽芯机构的模具。5
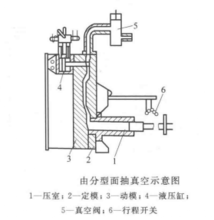
(2)借助分型面抽真空。此法是将压铸模排气槽通入截面积较大的总排气槽,总排气槽则与真空系统连接,如图5所示。压铸时,当压射冲头封住浇口时,行程开关6自动打开真空阀5抽真空,真空度达到要求时即进行压铸。液压缸4的作用是将总排气槽关闭,防止合金液进入真空系统。这一方法简单易行,抽气量较少,且模具制作和维护方便。5
工艺特点(1)铸件气孔缺陷消除或显著减少,组织致密度提高,力学性能增强,表面质量改善。
(2)铸件可进行热处理,从而获得更好的显微组织和力学性能。
(3)充型反压显著降低,可压铸的铸件壁厚更小。例如,普通压铸锌合金时,铸件平均壁厚为1.5mm,最小壁厚为0.8mm而真空压铸锌合金时,则铸件平均壁厚可为0.8mm,最小壁厚可为0.5mm。
(4)可适当减小浇注系统和排溢系统,节约合金材料。
(5)密封结构较复杂,制造安装较困难,成本较高。5
本词条内容贡献者为:
王强 - 副教授 - 西南大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国